|
钢桶波纹成型机液压系统设计
文/刘建
摘要:波纹机是钢桶制作中必不可少的加工设备。介绍了波纹机的结构和工作原理,设计了一种波纹机液压系统。实践证明该波纹机液压系统在生产过程中动作平稳,同步精度和可靠性高。
关键词:波纹机;液压系统;设计
波纹工序是制桶中段设备中的重要工艺环节,加工波纹时要求波纹端至两端的距离相等,波纹四周圆弧光滑,高度要一致。波纹机位于200L闭口钢桶中段生产线的第二道工序,位于扳边机之前,涨筋机之后,由上料装置将扳边后的桶体推送到波纹工位,经左右波纹轮对桶体两端进行夹紧压纹,从而得到多条波纹状的凸起。波纹机可与涨筋机、扳边机组成三机联动生产线,可以进行全自动生产,也可由人工上下料进行单工序半自动生产。
1 波纹机的结构
波纹设备主要由左、右主轴箱,波纹轮、底座、液压站和电控系统等部分组成。其结构如图1所示。
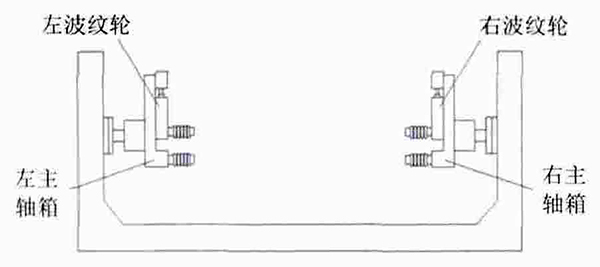
图1 波纹机结构图
左、右主轴箱为焊接结构,它带动左、右波纹轮作往复运动,由送进液压缸驱动行程开关控制其上下极限位置。左、右波纹轮分别安装在左、右主轴箱体上。压波纹时,波纹液压缸活塞杆前进.推动2个波纹轮靠近,夹紧模块,下波纹轮旋转,带到钢桶转动,压出工艺需要的波纹,活塞杆复位,波纹模块复位,即完成整个波纹动作。底座为焊接箱体结构,其上装有铸铁导轨八块,左、右主轴箱带动波纹轮在导轨表面上滑动。为使主轴箱快速平稳滑动,采用了液压传动,其动作平稳,同步精度高,左、右主轴箱及波纹轮移动灵敏。
2 波纹机的工作原理
上料器上料后,左、右主轴箱前进,夹住钢桶桶体,波纹轮下降延时2s。桶体被推送至波纹工位,由送进液压缸推动左右波纹轮,将波纹头准确压住桶体,左右波纹轮下降要求同步进行,由另一个波纹头做回转运动,在桶体上压出均匀的波纹。波纹工作完成后,按返顺序快速复位,桶体进入下一道工序。
3 液压系统设计
3.1 设计要求
1)上料液压缸(?40/?22~685)1个,左、右主轴箱液压缸(?50/?28~320)各一个,左、右波纹轮液压缸(?100/?45~62)各一个。
2)上料器上料时间5s,左、右主轴箱前进时间4s,左右筋头胀筋时间2s。
3)上料器和左、右主轴箱动作时,工作压力为3MPa。
4)左、右波纹轮动作时,工作压力为6.5MPa。
3.2 液压系统工作原理
如图2所示为波纹机液压系统,该系统采用叠加阀式开式系统。该系统主要由液压泵、双液控单向阀、单向节流阀、减压阀等组成。其中双液控单向阀用于锁紧各工作液压缸、单向节流阀用于调节各工作液压缸的工作速度。
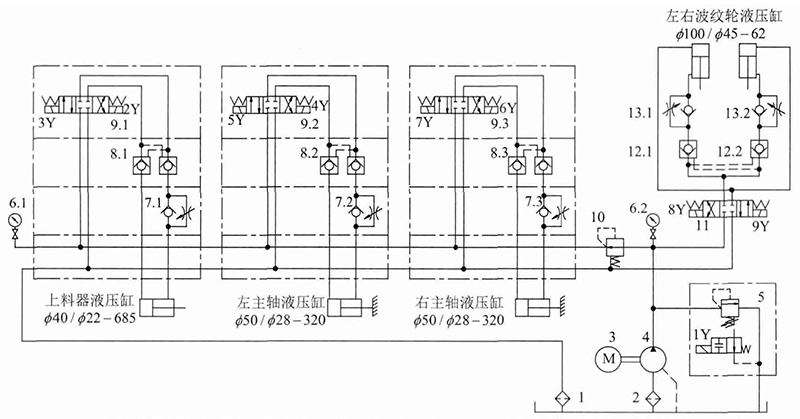
1-回油过滤器;2-进油过滤器;3-液压泵;4-液压泵;5-电磁溢流阀;7-单向节流阀;
8-液控单向阀;9-电磁换向阀;10-减压阀;11-电磁换向阀;12-液控单向阀;13-单向节流阀
图2 液压系统原理图
如表1所示为电磁铁动作顺序表。
表1 电磁铁动作顺序表
| 动作 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
电机启动 |
+ |
|
|
|
|
|
|
|
|
上料器上料 |
|
+ |
|
|
|
|
|
|
|
主轴箱前进 |
|
|
|
+ |
|
+ |
|
|
|
上料器退回 |
|
|
+ |
|
|
|
|
|
|
波纹轮下降 |
|
|
|
|
|
|
|
|
+ |
系统保压 |
|
|
|
|
|
|
|
|
|
波纹轮上升 |
|
|
|
|
|
|
|
+ |
|
主轴箱后退 |
|
|
|
|
+ |
|
+ |
|
|
具体工作流程如下:按下启动按钮,液压泵启动,电磁铁1Y通电,液压泵输出的油经电磁卸荷溢流阀6流回油箱(泵空载启动)。电磁铁1Y断电,系统正常工作,液压泵为系统提供油液。电磁铁2Y通电,上料液压缸活塞杆伸出,上料器上料;活塞杆运动到行程终点,电磁铁2Y断电,电磁铁5Y、7Y通电;左、右主轴箱液压缸活塞杆伸出,夹住钢桶桶体,主轴箱的液压缸活塞杆碰运动到行程终点,电磁铁5Y、7Y断电,电磁铁3Y通电;上料缸活塞杆退回,电磁铁3Y断电,电磁铁9Y通电,左、右波纹轮缸活塞杆下降,左、右波纹轮液压缸的活塞杆运动到行程终点,电磁铁9Y断电,系统保压,2s后电磁铁8Y通电,波纹轮上升,左、右波纹液压缸的活塞杆运动到行程终点,电磁铁8Y断电,电磁铁4Y、6Y通电,左、右主轴箱后退。此工作循环结束。
4 系统流量计算
根据已给参数计算流经几个液压缸的流量以及系统流量。
1)计算流过上料液压缸的流量q1:已知上料液压缸活塞直径D1=40mm计算活塞面积得:
 (1) (1)
已知活塞杆行程l1=685mm,上料时间t1=12s,得活塞杆速度v1:
 (2) (2)
则流过上料缸的流量q1为:

2)计算流过左右主轴箱液压缸的流量q2:已知左、右主轴箱液压缸活塞直径D2=50mm,计算活塞面积A2得:
 (3) (3)
已知活塞杆行程l2=320mm,上料时间t2=4s,得活塞杆速度v2:
 (4) (4)
则流过左、右主轴箱液压缸的流量q2为:

计算流过左、右波纹轮液压缸的流量q3:已知左、右波纹轮液压缸活塞直径D3=100mm,计算活塞面积A3,得:
 (5) (5)
已知活塞杆行程l3=62mm,上料时间为t3=2s,得活塞杆速度v3:
 (6) (6)
则流过左、右主轴箱液压缸的流量q3为:

由于是两个液压缸同时工作,所以回路总流量为两个液压缸流量的最大值。系统的总流量q为:

式中,k1为经验系数;qmax为液压缸最大流量。
5 结语
根据现场实际生产可知,本文提出的波纹机液压系统设计合理,性能稳定,具有较高的可靠性,还充分利用液压系统的优点,操作方便,能够平稳地保证动作要求。在机构上,采用了集成油路块式结构,使系统具有泄漏少,结构紧凑等优点。
|

