|
全自动钢桶焊缝滚压机的研制
文/慕德平
钢桶桶身缝焊后,焊缝的搭接部分会有高低凸起,不仅影响美观,而且会影响底盖与桶身装配时的卷封质量,由于此处为二层钢板搭接焊,理论上为二倍的钢板厚度,卷封时这个位置就很难实现七层圆卷边,通常容易造成渗漏;另外在钢桶丝网印刷时,焊缝部分容易刮坏丝网,影响生产。目前,国内的钢桶制造企业基本都不用焊缝压平工艺,这对于要求越来越严的客户显然已不能满足要求。我公司自行开发了焊缝滚压机,对焊接后的桶身焊缝处进行压平处理,可使压平后的焊缝接近于一个钢板厚度,就一举解决缝焊处钢板增厚的问题,填补国内空白。

一、钢桶焊缝滚压机简介
以前,国内没有处理焊缝的相关设备,国内的钢桶制造企业对于焊缝压平技术从来都是可有可无的,一般都是简单的修磨下即可封口。这样封口时易产生三角区,会造成卷封不好等钢桶缺陷,对钢桶的后道工序很不利。焊缝滚压机即可填补这一领域的空白,该机会将焊接后的钢桶焊缝进行压平处理,是整个桶身浑然一体,壁厚均匀,不会再有封口缺陷。
焊缝滚压机设备采用重型结构设计,并针对高速制桶设备采用双工位设计,将焊接好的桶身由输送链直接输送到焊缝滚压机,每次压平两个桶身,自动压平好钢桶焊缝。
该机电气采用PLC控制系统,配置彩色触摸屏,实现人机对话,对加工全过程进行监控,调节简单,操作方便。
该生产线上获得一项专利,拥有完全自主的知识产权。技术创新性及主要技术指标:(1)焊缝压平速度10只/分钟;(2)焊缝压平后的钢板厚度≤1.25倍;板厚0.8~1.2mm。

二、主要创新性技术特点
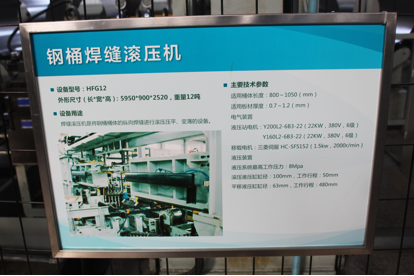
1、主要技术参数
(1)板材:冷轧板σb<450Mpa
(2)板材厚度:0.8~1.2mm
(3)焊缝长度:800~1000mm
(4)桶径:φ550~φ600mm
(5)焊缝压平后的钢板厚度≤1.25倍板厚
(6)生产速度:10只/分钟
(7)电源:三相380V,50HZ /60HZ,电源波动+10%~20%
(8)供气:压力0.6Mpa,压缩空气。
(9)冷却水:清洁水,流量6.3m3/h,压力不高于0.1MPa,最高入口温度30℃。
2、控制原理
该机电气采用PLC控制系统,配置彩色触摸屏,实现人机对话,对加工全过程进行监控,调节简单,操作方便。

3、工艺流程
(1)钢桶生产流程
卷板→开卷→矫平→剪切→卷圆→点焊→缝焊→轧平焊缝→出桶卸料→扳边涨筋→波纹W筋→卷边→验漏→除油→水洗→磷化→水洗→清洗烘干→降温→ 外喷漆→外喷烘干→入库
(2)焊缝滚压机工作流程
开始→自动上料→卷圆→伺服推送→定径装置→焊接→轧平焊缝→出桶卸料→转下工序
4、主要创新性、先进性
(1)焊缝滚压机设备采用重型结构设计,并针对高速制桶设备采用双工位设计,将焊接好的桶身由输送链直接输送到焊缝滚压机,每次压平两个桶身,自动压平好钢桶焊缝。
(2)采用PLC控制系统,配置彩色触摸屏,实现人机对话,对加工全过程进行监控,调节简单,操作方便。
三、性能指标与国内外同类比较
国内的钢桶制造企业基本都不用焊缝压平工艺,这对于要求越来越严的客户显然已不能满足要求。
国外虽有焊缝辊压机,但价格昂贵,备品备件采购时间长,更换十分繁琐。
营口北方制桶设备科技有限公司自行开发的焊缝滚压机,对焊接后的桶身焊缝处进行压平处理,可使压平后的焊缝接近于一个钢板厚度,就一举解决缝焊处钢板增厚的问题,填补了国内空白。
|

