| |
多工位自动化冲压生产的设计
文/罗云华
冲压自动化是提高劳动生产效率、降低产品成本、确保操作安全的有效途径。冲压加工自动化是指包括材料供给、制品及废料的排出、模具交换、冲床调整与运转、冲压过程异常状况监视等作业过程自动化。若所有作业全部采用自动化最为理想, 但会遇到投资大、运行维护费用高等困难。冲压自动化程度的高低应按生产条件、规模及经济合理性来确定。
目前, 国内很多厂家的普通冲床占较大比例。利用现有的普通冲床改装, 在材料供给、制品及废料排出上采用自动化冲压生产是见效快、投资少、适用性强、较为经济的途径。
1. 冲压自动化的组合模式
自动化冲压的组合模式依材料的尺寸、制品的大小、形状以及自动化的程度有所不同, 比较具有代表性的组合模式有以下几种。
(1) 通用压力机加装自动送料装置, 包括两种方式:
① 开式单点压力机加装辊轮送料机(或气动送料机)是目前应用最广泛的。可作单工序或多工序的连续冲压, 操作性良好。
② 开式双点压力机加装多工位移送装置(2、3次元送料机), 搭配开卷装置、校平装置等, 主要作多工位的连续冲压。最大的优点是生产线占地面积可大幅缩小, 减少工序间的搬运, 此种方式有逐渐增多的趋势。
(2) 高速冲床加装凸轮分割型送料机, 配合开卷机、校平装置、S型料弧控制构成一条专门冲制电机硅钢片的生产线。目前该种生产线已被电机厂广泛使用。
(3) 多工位自动移送冲床加装2d、d3自动送料机配合双座式积层料架或空气送料机, 用在6个工序以上比较复杂的连续加工中。
(4) 多台闭式压力机串联, 加装机器人送料机构构成一条多工序连续加工线。这是最富有生产弹性的一种组合, 主要用在汽车车身零件的钣金加工中。
2. 自动化冲压各组成单元
较为成熟的自动化冲压系统, 大都由加工单元(供料装置、送料机构、压力机、模具等)、附属单元(模具交换装置、材料更换装置、工作协调装置等)和信息单元(检测保护装置、动作控制装置、加工信息系统) 组成。
(1) 压力机。实现多工位自动冲压, 可以采用多工位压力机, 或在普通压力机上加装自动送料装置, 或者是由几台普通压力机组成冲压生产线。多工位压力机与普通压力机不同, 机架多为闭式双柱型、三柱型, 工作台狭长, 滑块上又有许多小滑块, 每个小滑块可单独调节装模高度, 并各自带有可靠的顶料机构, 而各工位的冲压件依靠自动送料装置精确定位。这样对多工位模具要求低, 模具制造简单, 调整方便。
多工位压力机, 主要按加工工件所需要的工位数及各工位冲压力总和, 并考虑冲压件的拉延高度综合选用。多工位压力机的主要技术参数有: 公称压力、工位数、工位距、滑块行程和每分钟行程次数等。由于多工位压力机大都是大型冲压设备, 造价太高, 一般工厂经济上不能承受。
采用普通压力机时, 在压力机的选择方面应考虑以下因素:
①压力机的吨位, 压力机应能承受总的冲压力和偏心负荷, 拉延时还需考虑拉延功。
②滑块行程, 压力机行程程度L≥2.85h(h是冲压件的最大高度)。
③ 压力机台面, 压力机滑块和台面要容纳足够的工位。
④ 滑块行程次数, 滑块每分钟行程次数受冲件材料允许的拉延速度限制, 但也是反映生产率的重要指标。
(2) 自动送料装置。自动送料装置种类很多,主要有气动夹钳式送料、辊式送料、夹板式送料等。在大中型多工位自动化冲压生产中, 常采用行星齿轮夹板式送料机构, 它的加速度特性好、运动平稳、送进距大, 能进行2d、3d自动送料, 现介绍其中两种。
图1a、b 所示分别为外啮合行星齿轮送料机构和内啮合行星齿轮送料机构的原理示意图。外啮合时, 当D:d:e=10:5:1时, 偏心销的轨迹为一近似椭圆, 在近似直线ab和a’b’段, 夹板纵向进给运动停止, 仅作横向闭合、张开运动, 而在aa’和bb’段, 夹板作纵向送进和回退运动, 送进距P=D+d-2e。在内啮合时, 当D:d:e=20:5:1时,偏心销的轨迹近似为一正方形, 在近似直线aa’和bb’段, 夹板纵向运动停止, 仅作横向夹紧或松开工件运动, 送进距P=D-d-2e。
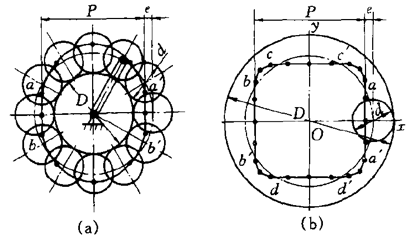
图1 偏心销运动轨迹
(3) 多工位模具。多工位模具在压力机上工作, 除完成各自功能要求外, 还需考虑以下特殊性:
① 为了在工位间传送工件, 各下模的高度必须相等, 以形成送料平面。
②各工序上的工件, 必须用平面或凸缘与送料平面接触, 以保证送料的稳定性。
③ 为了不影响工件的传送, 模具的导柱安排在上模, 导套在下模。
④ 中间工序的冲孔废料要及时从模具中排除, 下模设有出废料装置。
⑤采用打料装置, 使工件自由滑人定位装置, 可消除送料误差。
⑥采用托件装置, 可以使工序件回退到送料平面, 以便夹板夹持送进。
(4) 自动检出装置。在自动化冲压生产过程中, 为保证设备、模具、人身安全, 常需要对板厚、卷料宽度、卷料纵向弯曲度、模具内导向、出件等进行检测, 一旦出现异常情况, 马上停机。采用的检测方法有机电式、光电工和射线式等。
3. 实例
图2所示是某内锅自动化冲压生产线的生产平面布局图。内锅经过落料、拉延、切边、成形、再切边、卷边、压印工序成形, 属于大批量生产。采用自动化冲压, 生产率高、占地少、操作安全。本生产线由两台普通压力机, 加上d3行星齿轮驱动的夹板式自动送料装置、上料装置构成。落料工序在另一台压力机上连续进行, 这种生产方式能生产多个型号的内外锅产品, 具有生产柔性好、生产稳定、效率高、投资成本小及上马快等特点, 是一条成功的内外锅冲压生产线。
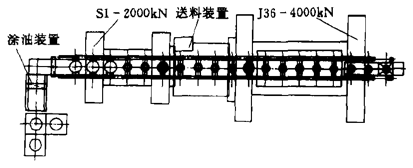
图2 内锅冲压生产线平面布局
4. 结论
(1) 经生产验证, 由普通压力机组成的内锅冲压生产线完全能达到专用多工位压力机自动化冲压的水平, 而且这种方式具有生产效率高、投资少、上马快的特点。在拥有众多普通压力机的我国工厂, 通过对普通压力机进行改装, 提高生产能力、降低生产成本, 将具有特别重要的意义。
(2) 采用新型的内啮合行星齿轮驱动的夹板式自动送料装置, 具有送料进距大、结构紧凑、送料平稳的特点, 能用于大中型2d、3d多工位自动送料中。
|
|

