|
二重卷封质量的主要影响因素分析
文/解玉岭
引言
封罐机作为饮料、食品等罐装产品生产过程中的主要机械设备之一, 近年来, 在我国发展很快。实际生产过程中, 封罐机二重卷封质量的好坏, 对保证罐装产品的质量起着十分重要的作用。尤其对大批中小饮料、食品及空罐生产企业来说, 因受其技术能力和生产经验不足的影响, 造成二重卷封封口质量存在问题从而造成大批废品出现的情况时有发生。
本文从影响封口质量的主要因素分析开始, 着重指出引起封口质量下降的主要原因, 以便有针对性地解决二重卷封过程中所存在的具体问题, 并以此与广大同行业者共勉。
1 二重卷封及质量控制
1.1 二重卷封结构及工作原理
为了便于分析影响封口质量的主要因素及其原因, 首先对二重卷封结构及工作原理作简要阐述。
1.1.1 二重卷封结构
封罐机二重卷封结构主要由压头、托罐盘、头道滚轮及二道滚轮组成。托罐盘下有一压缩弹簧,用以调整卷封压力大小。头道滚轮与二道滚轮的轮轴支承孔固联有缓冲弹簧。
1.1.2 二重卷封工作原理
两个具有不同沟槽形状的头道滚轮与二道滚轮, 按先后顺序与罐体及底盖接合边缘重复地相对滚转, 使两者边缘因弯曲变形而互相紧密地配合。在底盖盖钩内有弹性填料物, 因受挤压而充塞于罐体与底盖之间的卷边全部缝隙中, 从而形成良好的密封。这种罐体与底盖之间卷合的过程就是二重卷封过程。
1.2 二重卷封质量控制
保证罐体与底盖之间良好的密封性能, 主要是通过控制二重卷封以下4个方面的质量实现的。
1.2.1 迭接率(OL%)
(1) 迭接长度与迭接率。迭接长度是指卷封内部身钩和盖钩重叠部分的长度, 用OL表示。迭接率表示卷封内部身钩和盖钩重叠的程度, 用OL%表示(见图1)。
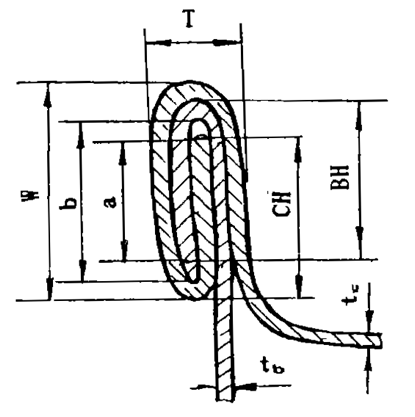
图1 迭接长度和迭接率
图中迭接长度(OL)=a , 迭接率(OL%)=(a/b)×l00%。此外, 迭接长度和迭接率可用下式计算:
OL=BH+CH+1.1tc-W
OL%=(BH+CH+1.1tc-W)/[W-(2.6tc+1.1tb)]×100%
式中: BH——身钩长度(mm)
CH——盖钩长度(mm)
tc——底盖用铁厚度(mm)
tb——罐身用铁厚度(mm)
W——卷边宽度(mm)
T——卷封厚度(mm)
(2)标准要求。正常封口的迭接长度OL>1.0mm,迭接率OL%≥50%。
1.2.2 紧密度(TR%)
紧密度的质量应全面检测以下3个指标作综合评定:皱纹度(WR%),厚度空隙(G),压痕(PR)。
(1)皱纹度(WR%)。皱纹度是指卷边解体后,盖钩内侧周边凹凸不平的皱曲程度。皱纹不包括在封口过程中皱纹被滚压平正后留下的痕迹。紧密度和皱纹度成对应关系,即紧密度=100%-皱纹度(见图2)。正常封口的皱纹度WR%<50%,即紧密度TR%>50%。
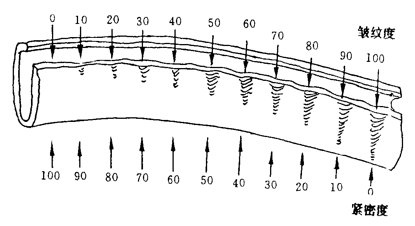
图2 皱纹度和紧密度
(2)厚度空隙(G)。厚度空隙是指卷边结构中身钩和盖钩之间间隙的总和(见图3)。图中G=g1+g2+g3+g4;正常封口,G= g1+g2+g3+g4≤0.15~0.25mm。
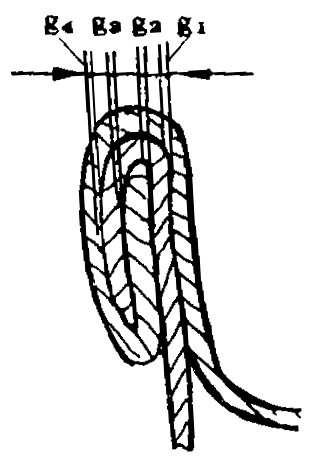
图3 厚度空隙
压痕(PR)。压痕是指将卷封全周解剖后,罐身内壁由于滚轮和压头紧压配合封口。在卷边位置形成明显压痕。它是表示二重卷封紧密程度的辅助指标之一。此项指标在实际生产过程中往往容易被忽视,但它对保证密封质量却具有很重要的作用。
封口时,除要求罐盖盖钩皱纹在规定范围之内,并要求在罐身内部有适当的肉眼可见的明显压痕,否则就不够紧密,即二道卷边滚轮没有施加适当压力,以形成致密的卷封结构。压痕应沿罐身周围均匀分布,并且还应注意上、中、下受压一致,均匀。当二道滚轮曲线不正确时,会形成上、下口局部受压,中间不受压的压痕。因此,通过认真观察压痕,还可分析封罐压头与滚轮配合是否适当,封罐机工作是否正常。
1.2.3 接缝盖钩完整率(JR%)
接缝盖钩完整率是指罐身接缝处,卷边结构上形成为垂唇造成盖钩有效宽度不足的现象,以卷边解体后观察盖钩发生内垂唇的有效盖钩占整个盖钩的比例来表示,即用JR%表示(见图4)。图中正常封口,JR%>50%。
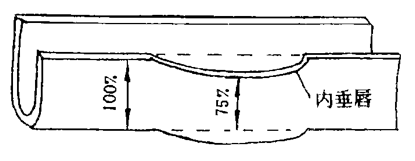
图4 接缝盖钩完整率
1.2.4 密封性
因二重卷封结构有缺陷或者由于撞击而破坏密封结构,或者罐壁因腐蚀而穿孔造成泄漏,都不能保证罐装产品的密封性。密封不良是引起罐装产品腐败变质的主要原因。
2 封口质量的主要影响因素
上面所述是正常封口所必须具备的质量要求,那么,引起封口质量下降的主要原因也存在于这几个方面。具体地讲:
2.1 迭接率(OL%)不足
迭接率(OL%)不足是引起封口缺陷的一项主要因素。迭接率过小(OL%<50%),封口便容易泄漏。
前边已经给出,OL%=(BH+CH+1.1tc-W)/[W-(2.6tc+1.ltb)]×100%, 据此进行分析, 造成OL%不足, 主要原因如下:
2.1.1 身钩BH, 盖钩CH过小
对于一定的卷封宽度W值,BH值和CH值的减少, 将直接引起OL%值的减小。实际生产过程中应严格控制BH值和CH值在规定范围之内(BH=1.85±0.15mm, CH=1.85±0.15mm)。
2.1.2 卷边宽度W过宽
从上式中不难算出,W每增加0.10mm,OL%下降7%~8%。因此, 调整维修封罐机时, 为提高BH值和CH值, 有时需加大W值, 但同时应注意二者对OL%值的不同影响。一般情况下, W值在2.80±0.10mm之间。
至于造成身钩BH, 盖钩CH, 以及卷封宽度W三者数值不合适的原因很多, 有调整不当方面的, 有零配件不良方面的, 还有罐身翻边缺陷方面的。限于篇幅, 在这里不再一一罗列。
2.2 紧密度(TR%) 不足
造成封口泄漏, 其中一项最重要的因素就是紧密度TR%不足(TR%<50%)。引起紧密度TR%不足的主要原因可从以下几个方面考虑:
(l) 头道滚轮磨损或曲线不良, 致使头道卷边后皱纹大。
(2) 封口机头道滚轮进给时间短, 头道封罐圈数过少。
(3) 二道卷边松, 或轮槽磨损, 太凹, 压不紧, 致使皱纹度过大(WR%>50%), 或压痕不足。
(4) 压头磨损或压头倾角过大, 造成二道滚轮轮槽与压头不配合, 致使卷边上紧下松。
(5) 罐盖卷边不良或铁皮过薄、过硬或罐盖落料过大, 致使皱纹度过大。
(6) 二道卷边滚轮缓冲弹簧失灵或封罐打滑, 出现跳封缺陷。
(7) 罐身翻边不良, 翻边过大或过小都会影响头道卷边。
(8) OL%过高, 正常封口要求OL%≥50%, 但并不是越大越好, 一般OL%控制上限在75%左右, 否则OL%过大, 不利于压紧皱纹。
2.3 接缝盖钩完整率(JR%) 不足
接缝盖钩完整率(JR%)要求的是罐身接缝处封口的密封性能。造成JR%不足, 主要原因有以下几点:
(1) 托盘压力过大, 或注胶过厚引起内垂唇过大。
(2) 罐身位错太大, 或接缝处有隐牙形。
(3) 二道卷封过紧, 或接缝处夹入异物卷边。
2.4 密封不良(漏罐)
控制二重卷封的封口质量,目的在于保证封口的密封性能。结合以上分析, 引起漏罐的主要原因如下:
(l) 二道卷封松, 厚度大或压痕不足, 卷边压不紧。
(2) 二道滚轮形状不良或磨损, 与压头倾角不配合。
(3) 头道卷封太松, 皱纹太大, 二道卷封压不平。
(4) 身钩或盖钩过小, 迭接长度不足。
(5) 头道或二道滚轮与压头相对位置不良, 引起快口、卷边碎裂等缺陷。
(6) 盖钩与身钩钩合不良, 出现假封或大塌边缺陷。
(7) 托罐盘与压头相对位置太大, 或托罐盘下弹簧失灵, 出现滑封。
(8) 底盖注胶不良或注胶太薄。
(9) 密封胶在卷封时受损坏(如挤胶)。
(10) 因碰撞受损变形等原因, 使卷封结构遭破坏。
3 结束语
由以上分析可以看出, 影响二重卷封质量的因素很多。不论是空罐生产企业, 还是空罐罐装厂家都必须对各项指标进行严格控制, 并针对不同问题进行具体分析, 然后对封口质量进行综合评定, 以保证封口良好密封性能。任何放松要求或顾此失彼的做法都很难保证封口的良好密封性。
|

