|
冲压成形前热处理对覆膜铁制罐白痕的影响
文/江轲
【摘要】通过对未印刷的覆膜铁板材进行热处理,研究了加热温度和保温时间变化与冲压成形后圆角处出现白痕之间的规律。结果表明,加热温度为100℃,保温时间不超过30min时,圆角处无白痕。加热温度超过100℃,随着温度的升高,圆角处出现白痕的时间不断减小,当温度提高到140℃时,保温时间仅3min即可出现严重的白痕。随着保温时间的增加,圆角处将由无白痕、轻微白痕向严重白痕过渡。冲压工艺不变的前提下,热处理工艺对圆角处白痕的出现具有明显的影响。较高的加热温度和较长的保温时间,促进了覆膜铁表面透明膜中球晶组织的转变,在之后的冲压成形过程中,圆角处的球晶组织在复杂应力作用下发生破裂并最终形成纤维结构,降低了薄膜的透明度而呈白痕现象。
【关键词】覆膜铁 白痕 热处理
覆膜铁是由钢基板及表面复合的薄膜组成的一种新型包装材料,近年来受到食品和饮料等包装行业的广泛关注。与传统制罐用的涂料铁相比,覆膜铁有着良好的防锈、装饰、隔热及耐冲压等特性,特别是耐蚀性显著优于涂料铁。此外,采用覆膜铁作为制罐原材料,可以省去涂料铁制罐流程中的内涂、底涂及相应的加热固化工序,不仅简化了制罐工艺,节约了能源,而且非常有利于环保及食品安全。因此,结合覆膜铁材料的特性,开发适合彩印覆膜铁(使用覆膜铁作为承印物的印刷产品)材料的制罐工艺,成为近年来人们研究的热点。
近期,彩印覆膜铁板材经冲压制罐后发现,罐体内部透明膜上出现白色的痕迹,如图1所示,严重影响罐体的美观,降低消费者的购买欲望,亟需尽快解决。通过大量的实验研究发现,在冲压制罐工艺不变的前提下,覆膜铁板材若不经印刷而直接冲压制罐,则罐体内部无白痕。据此推断,罐体内部是否出现白痕,除了与覆膜铁板材冲压成形工艺相关外,还与冲压成形之前的印刷工艺密切相关。对实际印刷工艺的过程分析得出,油墨固化和光油固化两个环节的加热温度和保温时间是间接影响罐体内部白痕的重要因素。因此,研究不同热处理对彩印覆膜铁冲压制罐后内部圆角处出现白痕的影响,对实际生产具有重要的指导意义。
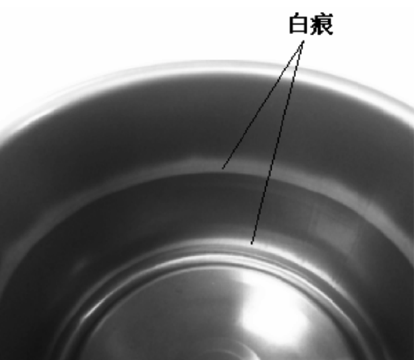
图1 罐体内部的白色痕迹
1 印刷和冲压制罐工序
1.1 印刷工序
覆膜铁板材实际的印刷工序仅在白膜一侧进行,这是因为白膜一侧最终作为罐身外壁。印刷工序依次为油墨印刷、油墨固化、光油涂布和光油固化四个步骤。其中,光油和油墨的固化均采用加热方式。
1.2 冲压制罐工序
本文以538#罐为研究对象,其冲压成形工艺如图2所示,图2a的落料直径为112mm,经过2次冲压工序(图2b和2c)和1次修边工序(图2d)完成制罐。
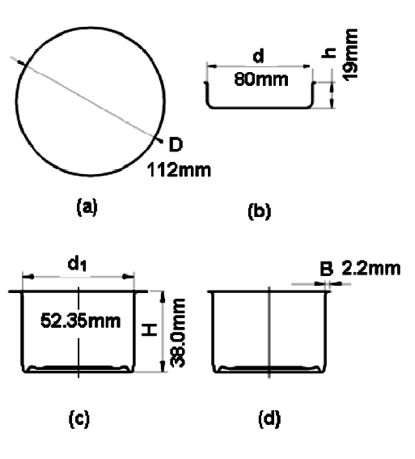
图2 538#罐的成形工艺
2 实验
2.1 实验材料及制备工艺
实验材料为覆膜铁,其基板采用镀铬铁,基板两侧薄膜(分别为透明膜和白膜)采用双向拉伸工艺制备,厚度均为20μm。通过熔融法将薄膜快速贴合在基板两侧后急冷。同时,保证薄膜与镀铬基板之间具有良好的附着力。
2.2 实验方法
考虑到实际印刷工序的复杂性,为便于开展研究,本文直接对未经印刷的覆膜铁板材进行热处理。具体工艺为:先将覆膜铁板材放置于加热炉内,以0.5℃/s的速率加热至某温度,保温不同时间后,空冷至室温,然后按照实际的冲压工艺制罐,最后统计罐内白痕的情况。
3 实验结果及分析
通过对图1中白痕出现位置的分析不难得出,罐身中间部位的白痕为第1道冲压工序所留,底部白痕则由第2道冲压工序所留,均位于每次冲压后内部与底部相交的部位,即图2b和2c中罐身与罐底相连的圆角部位,而不经冲压的板材则不会出现白痕。所以,538#罐内部圆角处出现白痕的现象与其自身形状和成形方式直接相关,但同时也受到冲压成形前热处理的间接影响。因此,本文所研究的不同热处理对内部白痕的影响,正是以形状和尺寸固定的538#罐,以及不变的冲压成形工序为前提展开的研究。
表1 不同热处理工艺对制罐后的白痕影响
| 温度\时间 |
3min |
6min |
10min |
15min |
20min |
25min |
30min |
100℃ |
无 |
无 |
无 |
无 |
无 |
无 |
无 |
110℃ |
无 |
无 |
无 |
无 |
轻微 |
严重 |
严重 |
120℃ |
无 |
无 |
轻微 |
严重 |
严重 |
严重 |
严重 |
130℃ |
无 |
轻微 |
严重 |
严重 |
严重 |
严重 |
严重 |
140℃ |
严重 |
严重 |
严重 |
严重 |
严重 |
严重 |
严重 |
实验中,将白痕出现量的多少划分为无白痕、轻微白痕和严重白痕三个级别。实验结果如表1所示,可以看出,加热温度较低如100℃时,保温时间由3min增加到30min,冲压制罐内部圆角处均无白痕。随着温度的逐渐升高,出现轻微白痕的时间迅速缩短,如加热温度为110℃,保温20min时出现轻微白痕。而将温度逐步提高到120℃和130℃时,分别保温10min和6min即可出现轻微白痕,当加热温度提高到140℃时,即使保温时间缩短至3min也会迅速出现白痕,而且属于严重级别。
可以得出,白痕的出现受温度的影响非常明显。采用双向拉伸工艺制备的透明膜,由于内部球晶不能形成或被破坏,对可见光的散射很弱,因而保持透明。在覆膜过程中,高温的镀铬铁基板与薄膜贴合后迅速水冷,快速冷却导致薄膜内部许多分子链来不及规整排列成晶体而形成非晶体,由于非晶体宏观上为各向同性,因此内部薄膜对外表现为无色透明状。此时对其加热,透明膜将开始结晶形成球晶组织,温度越高,则结晶的速率越快,形成球晶组织的数量越多。冲压成形时,罐体内部与底部相交的圆角部位在复杂应力的作用下,按照Peterlin模型的解释,球晶将发生塑性形变、破裂,片晶将发生倾斜、滑移和取向,最终形成纤维结构。形成的这种纤维结构将大大降低覆膜的透明度,即为图1所见的白痕。
此外,对统计数据的分析不难发现,白痕出现的量的多少也受保温时间的影响,当加热温度较低时,由于结晶速率较慢,保温时间短,形成的球晶数量也较少,所以冲压成形时出现的白痕非常轻微,甚至很难发现。随着保温时间的延长,球晶的数量和尺寸都将增加,因此冲压制罐后内部圆角先后由无白痕、轻微白痕,最后向严重白痕过渡。
传统的印刷工艺,为保证油墨和光油的固化完全,固化加热的温度都很高,分别为150℃和180℃,保温时间至少10min。结合本文的实验数据不难推出,按照目前538#罐的冲压成形工序,若沿用传统印刷工艺,圆角部位必将产生严重的白痕(这与实际情况完全一致)。而且,较高的加热温度和较长的保温时间,势必造成大量能源的消耗。因此,针对覆膜铁的冲压制罐白痕问题,参考本文的研究结果,对现有印刷过程中的加热固化工艺做出改进和优化,以及低温固化油墨和低温固化光油的开发具有重要的参考价值和实际意义。
结语
(1)在冲压成形工艺不变的前提下,热处理的加热温度和保温时间变化对冲压制罐罐体内部圆角处白痕的出现具有重要的影响。
(2)较高的加热温度和较长的保温时间,促进了覆膜铁表面透明膜中球晶组织的转变。冲压过程中,圆角部位的球晶组织在复杂应力作用下发生破坏并最终形成纤维结构状态,降低了薄膜的透明度而呈现白痕现象。_
参考文献
[1]陈云鹏,黄久贵,李建中等.覆膜铁的产品特性及其国内外发展现状 [J].轧钢, 2010,2,27(1):45-47,转62.
[2]王莉莉,黄久贵,李建中.二次冷轧镀铬铁的产品特性研究[J].上海金属, 2012,5,34(3):26-28.
[3]Hiroshi Matsubayashi.Metal Can Using Polyester Film Laminated ECCS(Electrolytic Chromium/Chromium Oxide-Coated Steel) [J].Corrosion Engineering,2002,51(7):299-304.
[4]刘志浩,曾科,赵宇晖.覆膜铁:金属食品包装的“绿色革命”[J].包装学报,2012,(4):9-15.
[5] Zumelzu E,Cabezas C,Delgado F.Performance and degradation analyses of traditional and ECCS canning tinplate in citriccitrate medium[J]. Journal of Materials Processing Technology,2004,10,152(3):384-388.
[6]廖波,肖福仁.热处理节能与环保技术进展[J].金属热处理, 2009,1,34(1):1-6.
[7]朱祖昌.热处理技术发展和热处理行业市场的分析[J].热处理,2009,24,(4):11-24.
[8]訾鹏.低碳经济影响下的包装低碳设计模式研究[J].包装工程,2010,6,31(12):130-132,转135.
[9]杨光,鄂玉萍.低碳时代的包装设计[J].包装工程, 2011,2,32(4):81-83.
[10]周云杰.中国金属包装存在的问题及其出路[J].包装学报,2010,7,2(3):6-8.
[11]许文才,李东立,魏华.国内外食品包装安全研究进展[J].包装工程, 2009,8,30(8):86-90.
[12]黄秀玲,徐兰萍,李明.包装的减量与环保与案例分析[J].包装工程,2010,7,31(13):133-135,转,139.
[13]董占华,卢立新,刘志刚.ICP-MS法测定陶瓷食品包装容器中的重金属[J].光谱学与光谱分析,2012,11,32(11):3139-3141.
[14]孙婷,焦华.论中国食品包装设计的现状和出路[J]包装工程,2011,2,32(4): 84-86.
[15]李建中,周庚瑞,黄久贵等.基板对TFS产品表面形貌及其耐蚀性的影响[J].东北大学学报(自然科学版),2010,6,31(6):856-859.
[16]Zumelzu E,Rull F,Boettcher A A.Characterization and microand ultra-structural analysis of PET-based Co-rolled composite electrolytic chromium coated steel(ECCS)[J].Journal of Materials Processing Technology,2006,3,173(1):34-39.
[17]周亚林.包装结构设计探究[J].包装工程,2009,8,30(8):223-224,转237.
[18]Han M H,Jegal J P,Park K W, etal.Surface modification for adhesion enhancement of PET-laminated steel using atmospheric pressure plasma [J].Surface and Coatings Technology,2007,201:4948-4952.
[19]Peterlin A.Plastic deformation of polymers with fibrous structure[J].Colloid and Polymer Science,1975,253(10):809-823.
[20]魏仕勇,刘克明,胡强等.低碳经济与热处理节能环保新技术浅谈 [J].热处理技术与装备,2011,12,32(6):46-50,转53.
|

