| |
改进卷封滚轮的槽形和加工方法提高钢桶卷边紧密度
文/鞠维力
钢桶卷边结构的紧密度是一个技术上难度较大的问题。自我国七层卷边技术广泛采用以后,各钢桶生产厂家对此都进行了深入的研究和探索。近年以来,我们根据我厂的实际情况,结合国内外一些先进的技术和经验,采用俄国的钢桶封口滚轮槽型曲线标准。利用投影仪放大刀具, 然后与经放大的标准槽型曲线对照,来修正刀具的方法,对卷边结构中易出现的紧密度不足的问题,得到了较好的解决,特别是对小直径的钢桶,效果十分明显。

封口滚轮加工实物
具体方法是: 首先将标准的槽型曲线放大50倍,绘制到平整光滑的马口铁板上,然后将其凹部铁皮加工除去,制成标准放大样板,将放大样板放在投影仪的显示屏上,利用投影仪将刀具也放大50倍,进行投影,并与显示屏上的放大样板对照,有出入的地方随时研磨修正,便可得到比较标准的样板刀具。由于放大的倍数较大,所以利用此刀具车制的滚轮槽型曲线与封标的基本相同,误差较小。
利用此法我们先后对俄国的滚轮标准槽型曲线、日本滚轮标准槽型曲线及我厂历年来采用的滚轮槽型曲线进行了试验,经实际解剖检查,利用俄国的头道滚轮标准槽型曲线经加工预封出的钢桶,其盖边产生的皱纹小且能均匀的分布在整个盖钩上,经二道滚轮滚压后,皱纹甚小,较其它为好。
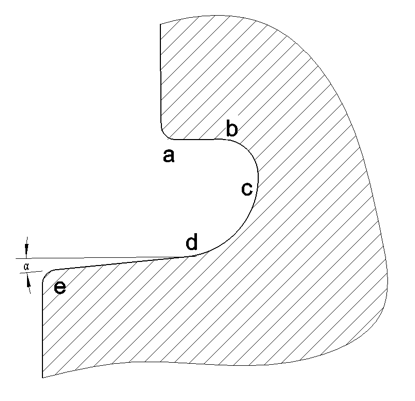
封口滚轮槽型曲线
众所周知: 提高卷边结构的紧密度,除在密封胶的涂量,封口机的选型及桶径大小等因素控制外,封口滚轮沟槽形式也是一个不可忽视的问题。而标准的滚轮槽型曲线确定之后,如何使之加工的精确,样板刀具的制作便成为滚轮加工程序中的关键性环节,人们知道,滚轮的沟槽宽度和深度都较小(一般头道滚轮的宽度8~9毫米,深度5~6毫米),而且槽型曲线是由若干个小圆弧吻接而成,因此要求的精度较高。虽然滚轮槽型曲线的加工程序中要求用曲线磨床进行精磨,但是从我们所掌握的情况看很多工厂都没有进行精磨加工,加之一般的检测工具又无法准确的检验出曲线的标准与否,所以想制造出标准的滚轮曲线是困难的。过去在选择滚轮槽型曲线时,一般都是以钢桶卷边的解剖数据为准,这种方法虽然有时也可使密封质量达到要求,但此法十分费时,一旦刀具磨损,再车制出的滚轮又会使封口的质量下降。利用投影仪放大刀具的方法,能较好的弥补这方面的不足。
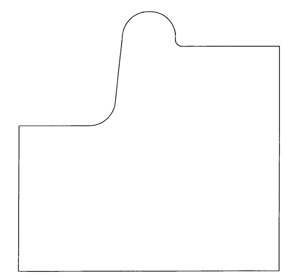
封口滚轮槽型放大样板
几年来我厂的生产实践表明,选用俄国的滚轮标准槽型曲线,并用投影仪放大修正样板刀具来车制的滚轮,用于钢桶的封口,对钢桶的密封质量提高较大,尤其对小直径的钢桶效果尤为明显,大大降低了小型钢桶封口时易出现的皱纹过大和封头出牙等现象。由于标准沟槽较窄,控制了卷边的宽度,使钢桶卷边的迭接率也得到了提高。同时利用此项新技术也是向制桶的工艺、模具标准化迈进了一步。 |
|

