|
钢桶封闭箍铆接方法及其装置的研究
文/毛献昌
开口钢桶封闭箍加工中常见的零件连接方式有铆接和焊接。由于焊接本身的连接技术的局限性,如易破坏材料的保护层、不易连接脆性大的材料等,使它们在板材料连接中受到了一定的限制。相对于焊接的零件连接方式,铆接技术有着连接工艺简单、连接强度高、成本低、生产效率高等优点。正因为板料铆接技术具有的技术优点,使其广泛运用于钢桶制造业。特别是近年来国内外对于铆接技术研究的突破,使之越加广泛的运用于开口钢桶封闭箍板料连接上。目前国内外研究开发出了多种板料铆接技术。本文介绍了国内外研究的多种板料铆接技术及其装置,并对它们进行分析和总结。
1 铆钉铆接
冲压铆接是较早兴起且研究较早的传统铆钉铆接技术。冲压铆接的铆钉并不限于实心铆钉,其铆接成型是通过轴向力将铆钉头部整体镦粗成形,其轴向铆接力的施加方式主要有人工锤击、机器冲压等。铆接力多为冲击力。虽然简单易行,但也存在明显不足之处。如铆接所需铆接力较大,难以铆接较大直径的铆钉。冲击式铆接的铆接质量不高,噪音大,工作环境较差。传统的压铆技术逐渐难以适应现代制造业对高品质铆接结构的要求。
碾压铆接可以说是在传统冲压铆接的基础上对其压铆的动力上做出了改善的一种铆钉铆接,其一般可以分为径向式和摆碾式。碾压铆接过程中铆接凸模(铆杆)与铆钉轴线呈锐夹角,其在做特定的运动轨迹时也有向下压的运动,使铆钉头部受到连续局部均匀的碾压作用后形成所需铆接形状。碾压铆接的碾压特点可以改善铆接材料的延展性。相对于传统的铆钉铆接,碾压铆接在铆接过程中,无相对滑动无冲击,噪音和振动小,可以铆接多种材料。其铆接的设备自动化设备成度高,适用范围广,可以按照所需的铆接来改变铆接凸模的形状。
相对于镦粗成形的铆钉铆接,哈克拉铆钉铆接具有更高的夹紧力、优异的抗振和抗疲劳性能、更高工作效率。哈克拉铆钉铆接是铆钉铆接方法之一,国内外对其充分的研究,使之目前已广泛运用于汽车行业。哈克拉铆钉技术(HUCK)是利用虎克定律原理,用拉铆钉专用设备将结合件夹紧后, 将套环的金属挤压并充满到带有多条环状沟槽的栓柱凹槽内,使套环与栓柱严密结合的一种紧固方式,如图1所示。HUCK紧固件是不需要扭力而产生紧固力的紧固件,其紧固力大小取决于螺杆直径大小及相配套的套环。铆钉结构分解简单,但其铆钉较长较重, 制造难度和价格相对传统铆钉铆接贵一些,主要适合于附加值高、载荷要求较高的产品。
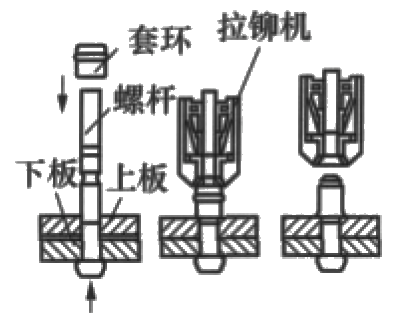
1-上套环;2-拉压套环;3-拉铆成型
图1 哈克拉铆钉铆接过程
相对以上方法,锌合金铆钉旋转铆接在铆接前不需要预先钻孔,相对工艺简单,操作方便。不过国内目前实际运用较少。锌合金铆钉旋转法是利用铆钉材料的熔点低和摩擦生热的原理,在铆钉旋转钻入板料时互相摩擦,使材料局部变热软化,增加塑性,形成墩头,从而达到铆合的目的。铆钉如图2所示,其原理是通过将钻头磨制成旋转钻铆钉而进行铆接的铆接方法。锌合金铆钉旋铆铆接不但能保证质量,而且铆接的产品美观,劳动强度低,生产效率高。但铆钉制造价格稍贵,而且铆接过程还要考虑冷却的因素。
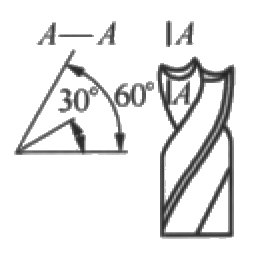
图2 锌合金铆钉示意图
实心铆钉自冲铆接是铆钉铆接方法之一。实心铆钉自冲铆接是把要连接的板料固定在凹模和压边圈之间,通过冲头向下运动将实心铆钉穿透上下层板料,并冲出小块金属,然后在下模的反作用力下,把部分下层板料材料压入环形沟槽,进而形成互锁机构,如图3所示。
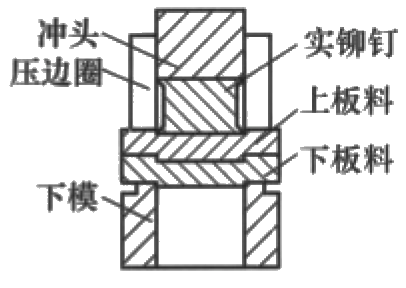
图3 实心铆钉自冲铆接原理图
实心铆钉自冲铆接跟锌合金铆钉旋转铆接一样不需要预先钻孔,其在连接强度和疲劳性方面显著优于点焊和传统铆接。相对锌合金铆钉旋转铆接,其可用较低的费用获得相对较高的连接质量,但其铆接噪声较大。其铆钉几何形状、压边力、铆钉和凹模的间隙对铆接质量都有着较大的影响, 因此合理的处理好上述因素是取得良好铆接质量的保证。
半空心铆钉自冲铆接是近年来一种新型的铆钉铆接方法,原理如图4所示。
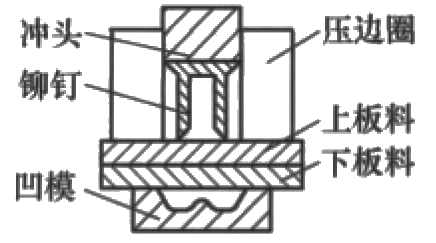
图4 半空心铆钉自冲铆接示意图
半空心铆钉被冲头压下时,铆钉穿透上层板料,在凹模与冲头的共同作用下铆钉尾部在下层金属中张开,在两板料间形成一个机械互锁机构,从而完成连接。半空心铆钉自冲铆接能够连接多层材料,不需要预钻孔,耐疲劳,便于质量检查。跟实心铆钉自冲铆接相比,它有着无火花、无废料、低能耗、低噪声等优点。但其模具的制造精度要求很高,其次是铆钉和板料性能的匹配性。如果要真正应用于生产实际中去,半空心铆钉的制造、模具修配等要求较高。
2 无铆钉铆接
薄钢板自身铆接是无铆钉铆接的方法之一,也是国内研究较早的铆接技术。穿刺翻孔铆接是将压料圈压紧板料,然后用圆锥形上凸模穿刺翻孔,接着撤掉对上凸模压力,使上凸模向上移动,最后使下凸模相向上压,使被穿刺翻孔部分受到凸模压力的作用形成翻边而完成铆接,如图5所示。穿刺翻孔铆接与需要铆钉的铆接相比,有着工序少、便于自动化生产等优点。这种铆接可以部分代替在连接两个薄板因焊接引起的问题。但是穿刺翻孔铆接后工件上要留下孔洞,会破坏表面保护层,且只适用于延伸率较大的薄板。
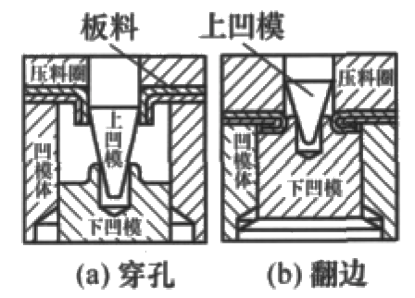
图5 穿刺翻孔铆接示意图
无铆钉自冲铆接是近年来研究较多的无铆钉铆接,其技术也运用于很多的现代化生产。无铆钉自冲铆接是通过凸模的冲压,板料受压弯曲并局部发生塑性变形,同时挤压凹模侧边的材料一起向下流动,在冲压力的作用下逐渐向凹模内凹槽处流动,直至形成冲压铆接点,如图6所示。相对薄钢板自身铆接,无铆钉自冲铆接能实现一定厚度板料的连接,且不破坏板料的保护层。其技术的铆接动态强度较高,易实现自动化,经济性好。但影响冲压铆接强度的因素较多,如板料性质、冲压铆接模具的选型、冲压力选配等。所以确定关键的影响因素,并对之进行优化是进一步发挥冲压铆接技术优越性的关键。
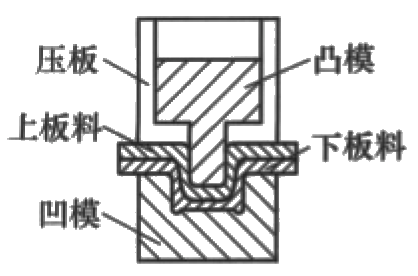
图6 无铆钉冲铆接原理图
无模自冲铆接是不需要凹模的无铆钉铆接。无模自冲铆接的原理是:上、下板料重叠放在扁平砧上,压边圈和凸模都向下移动,压边圈把一定压力加在上、下板料上。然后凸模在高压力下压入上、下板料,板料底侧向上升起形成凹起。当凸模更进一步压入板料时,由于底部扁平,被凸模从代替的材料径向流动,从而形成互锁连接,如图7所示。相对无铆钉自冲铆接,无模自冲铆接设备精度要求不高,装配时间少,且模具不易损坏,减少模具费用。但无模铆冲连接所需要的连接力要比无铆钉自冲铆接高,且铆接时的噪声也大。
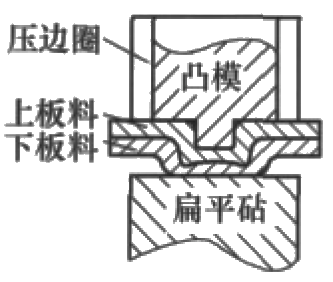
图7 无模自冲铆接原理图
旋压铆接是在无铆钉自冲铆接基础上改进的无铆钉铆接。旋压铆接是与旋转轴倾斜一锐角的铆头,绕旋转轴连续回转并垂直给进组合运动方式,对板料的铆接区实施局部加压方法,将板料压入凹模内槽,形成互相镶嵌的机械连接圆点,如图8所示。跟自冲铆接相比,旋压无铆钉铆接的局部加压法,载荷小,应力分布比较均匀有助于铆接中的机械互锁圆点的形成,所以铆接互锁厚度大于传统无铆钉铆接的互锁厚度。但其铆接没有自冲铆接的快速和简便,设备要求也高一些。
图8 旋转铆接原理图
与其它的无铆钉铆接相比,液压铆接可以连接在其他铆接方法难以接近的地方实现板料的连接,便于开发新的设计。液压铆接精度高,效率高。液压铆接的连接原理是:把被连接的零件和液压成形板料固定在液体和液压成形模具之间,对液体加压板料通过孔向上凸起,冲头向下压,由于受到背面高压液体作用材料通过小孔在被连接的零件倒角处形成互锁连接,如图9所示。虽然相对一些无铆钉铆接方法有其突出的优点,但液压铆接对设备的要求较高,设备费用和维修费用较高,而且在实际过程中,上下层板料的比率是形成互锁连接的关键。
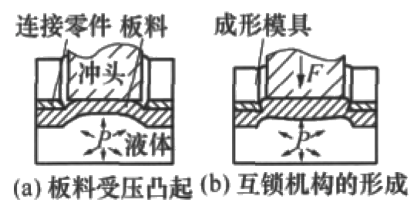
图9 液压铆接过程原理图
3 结束语
综上所述,板料铆接是通过铆接力用铆钉或者无铆钉把两层或两层以上的板料连接为一个整体的连接方法。铆接技术解决了焊接和螺接的部分难题,但铆接技术很多的不可预见性也影响了其推广应用。今后可以对铆接技术进行多方面的优化,如优化铆接设备结构;建立数值模拟分析铆接模型,分析铆接成形机理、各种工艺参数等对铆接过程的影响,并对它们进行优化;掌握对铆接过程中板件变形和模具受力等内在规律,揭示连接板料互锁机构的变形机理;掌握评估方法以及质量检测和监控方法。铆接技术已经成为材料连接的很有效和可行强的连接工艺。随着对连接技术的关注和投入及对铆接技术研究的深入, 在不久的将来有望成为钢桶行业的重要连接技术。
|

