|
良好二重卷封基石之一滚图形
——浅析一滚圈形的主要技术要求以及获得良好一滚图形的重要模具基础
文/邬勇,高级客户技术服务经理,波尔亚太有限公司
两片饮品易拉罐的微型二重卷封按工序分为第一重卷封(通常称作“一滚”)与第二重卷封(通常称作“二滚”)。第一道卷封完成后,盖的卷边与罐的翻边开始相互扣合。作为二重卷封的重要基础,一滚结果(尤其是图形)对最终卷封结果的形成与稳定性起若至关重要的作用。
一、良好一滚图形的主要技术要求
良好的第一道卷封除了外观检查无异常,盖钩和罐钩的轮廓线平顺光滑之外,其剖面图形需要满足如下“十五字诀”,即“接触不接触、罐钩的末端、盖钩的末端”。
1、接触不接触
盖的卷封面圆角与罐翻边圆角接触;巳经初步形成的盖钩和罐钩与周边金属之间设有紧贴在一起,存在一定间隙。
2、罐钩的末端
罐钩的末端没有突然的屈折或拐弯。
3、盖钩的末端
盖钩尾部尽量与罐壁平行,盖钩的末端没有指向罐璧,也没有过度外卷指向罐的翻边。
总之,盖钩尾部走势与末端的指向十分重要,是影响最终盖钩结果与最终卷封结果的一个重要因素。
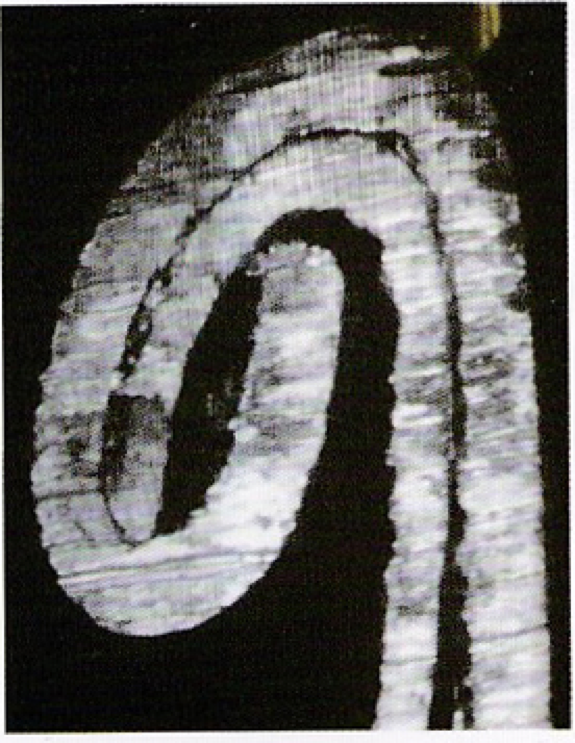
图1 正常的一滚图形剖面结构

图2 盖钩尾部走势与末端的指向是影响最终盖钩结果与最终卷封结果的一个重要因素。(图中的盖钩尾部走势与末端指向都符合要求)
二、几类不良的盖钩尾部走势与末端的指向
如图3所示,盖钩尾部走势已开始有过度弯卷的趋势,盖钩末端指向也不太符告要求。不过因盖钩末端搭扣到罐钩的角度较小,在二滚滚压时盖钩末端金属的流动尚有“顺势而为”的机会,对最终的卷封结果影响应不会太大,故而能勉强接受。
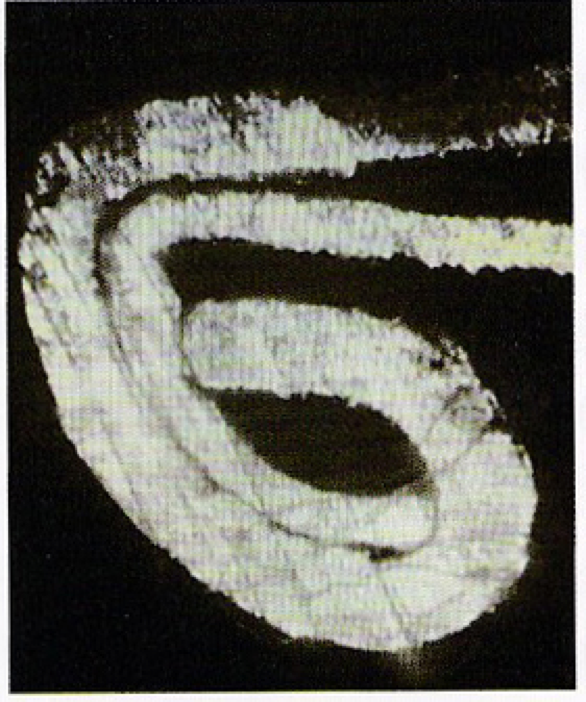
图3 尚能勉强接受的盖钩尾部走势与末端指向
在如图4所示的一滚图形中,由于盖钩尾部过度弯卷,末端嵌人罐钩过深、嵌入角度过大二滚滚压之后盖钩易出现尺寸不足、末端裂痕等现象,罐钩易出现挤压痕迹(图5)甚至金属开裂等现象,属于需改善的类别。
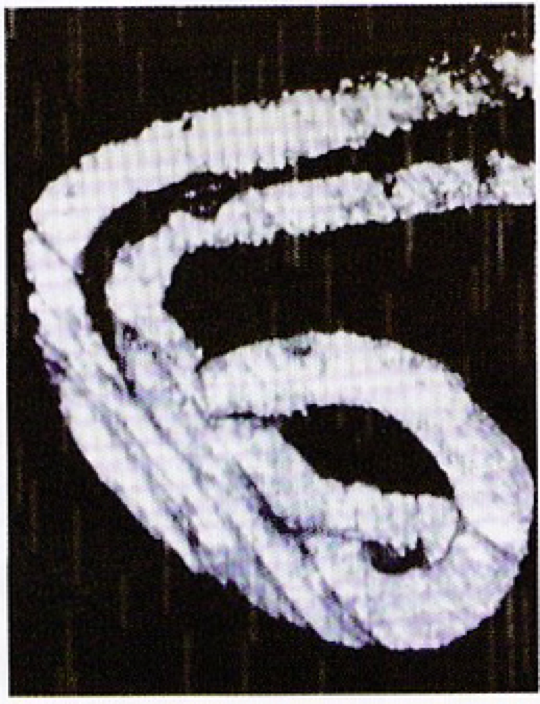
图4 盖钩尾部过度弯卷,末端嵌入罐钩过深,嵌入角度过大,需要加以改善
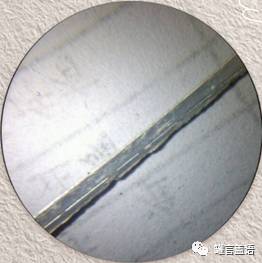
图5 一滚完成后,尾部过度弯卷的盖钩末端过多嵌入也已弯卷的罐翻边(罐钩),再经过后续二滚的挤压,罐钩上形成了一道明显的痕迹。
图6是盖钩尾部走势与末端指向都不符合要求的一滚图形结果,个中原因有二:一方面来自不恰当的卷封设置,另一方面则与一滚沟槽与盖钩边不恰当的匹配不无关系。
 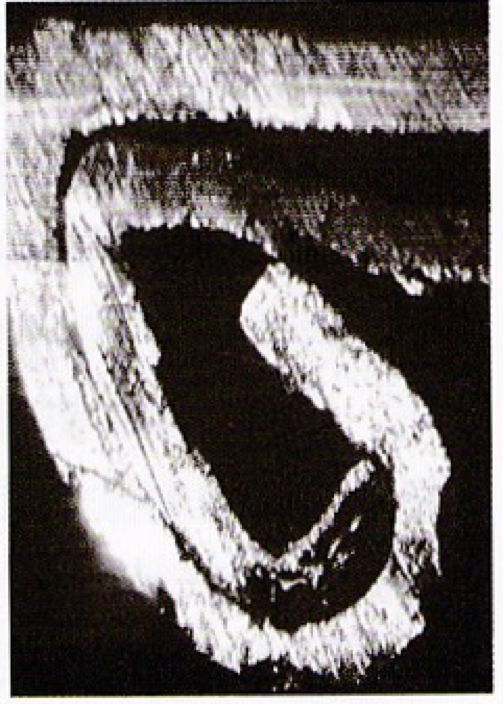
图6 盖钩尾部走势与末端指向都不符合要求的一滚图形结果
一滚沟槽与盖钩边正常匹配是获得良好盖钩的前提之一。一滚沟槽与盖钩边正常匹配是确保得到良好盖钩的重要条件。盖钩边与一滚沟槽不恰当匹配是一滚图形盖钩异常的主要原因之一。图7展示了一滚沟槽与易开盖钩边常见的不恰当匹配与正常匹配的直观对比。
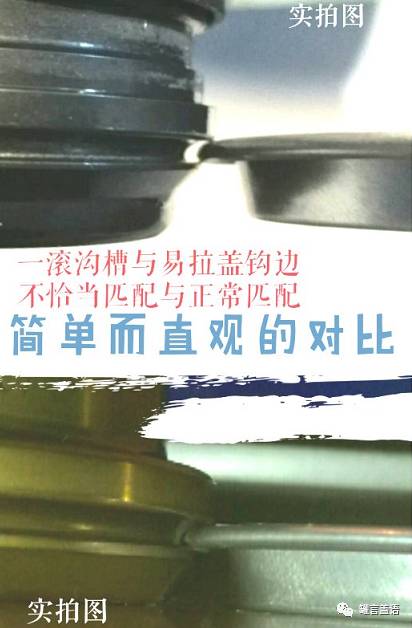
图7 一滚沟槽与易开盖钩边常见的不恰当匹配与正常匹配的直观对比。
三、攻略总结
选用最佳的一滚沟槽,如Angelus R77型或等同的一滚沟槽。实战经验不止一次告诉我们,截止目前Angelus R77型或等同的一滚沟槽最容易得到规范的一滚图形且使用效果最佳。其它包括Angelus H90、R94等沟型在内的多种沟槽,均与我国国内乃至更大区域市场上目前所用202易开盖钩边匹配不佳,使用过程中容易导致在盖钩与罐钩上产生各种问题。
正因为一滚如此重要,设备方面,诸如Angelus、Ferrum、CFT等著名卷封机设备供应商在其制造的卷封机设备上大都增加了可以打开二滚轨道的特别设计,以方便需要时获取一滚样品加以评测。
亦正因为一滚如此重要,波尔亚太把对一滚的图形要求和滚轮沟槽推荐也列入修订版卷封标准与培训教材里,希望藉此帮助广大客户增强对一滚这一相当重要的环节更全面的认识和重视。
熟练掌握有效的卷封机工作系统调整手法。不过,即使一滚滚轮沟槽再好,如果调整不当,同样也会出现如同前文所提及的糟糕图形。较好的硬件条件,并非意味着就完全不会有问题,还需要使用有效的卷封机工作系统调整手法,例如波尔亚太有限公司为客户总结推行的“神马十三幺”这一较系统、规范及实用的卷封机工作系统调整方法。
【声明】文章来源:罐言盖语2017年典藏本。
|

