|
镀锌钢板的缝焊
文/天拖
我厂长期以来一直进行着镀锌钢桶的生产,生产量是较大的。
为提高钢桶对油类的耐腐蚀性能,所以钢桶采用镀锌板制造。
镀锌钢板的缝焊和普通低碳钢板的缝焊不论在焊接规范的选择上和设备要求上都有着不同的要求及区别。为了得到质量优良的焊缝,我们对此进行部分工艺试验和将历年的实际生产经验总结如下:
为选择合理的焊接规范,选用和钢桶相同的钢板和实物钢桶进行,材料为优质低碳钢板,其厚度为0.8mm,其化学成份为:C=0.05~0.12%,Si=0.03%,Mn=0.05~0.5%,S=0.04%,P=0.04%。镀锌层厚度为0.03~004mm。
缝焊是在功率150千伏安缝焊机上进行,此机带有KF型引燃管断续器,此机上下焊轮都带有刮刀装置(见图1),有减速器传来动力至万向接头,再有万向接头将动力传至刮刀。因刮刀全是斜齿,并紧压在焊轮上,所以刮刀因万向接头传来的动力而转动,则同时带动焊轮而转动,刮刀除起传动动力的作用外,同时清理上下焊轮表面之脏物。上焊轮直径280mm,下焊轮直径185mm,焊接速度为1.05米/分,焊件表面不进行任何清理。
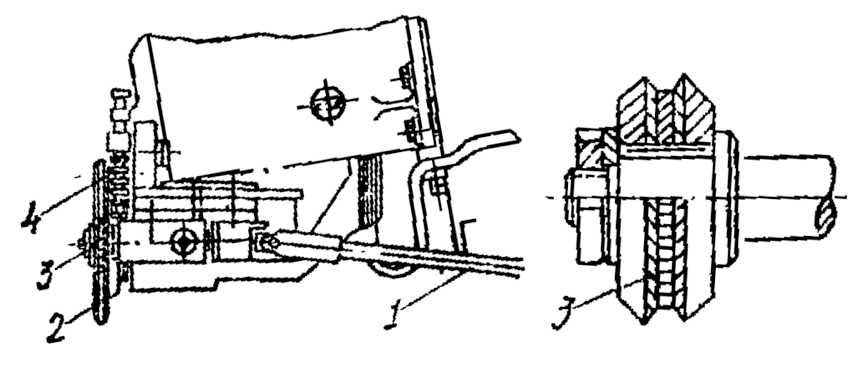
图1 1-万向接头;2-焊轮;3-刮刀装置;4-压紧弹簧
为对镀锌钢板和不镀锌钢板在同规范下进行比较,试验所得曲线(图2)是不同的。从图2中可以看出,曲线I为不镀锌钢板,曲线II为镀锌钢板,在焊轮压力为500kg,焊接速度1.05米/分,通电时间4个周期,休止时间2个周期。在通电时间、休止时间、压力恒定的情况下,改变二次电压的大小,也就是改变二次电流的大小,而得出的不镀锌钢板和镀锌钢板的熔深是不一致的,曲线I(不镀锌钢板)左移和上升了。
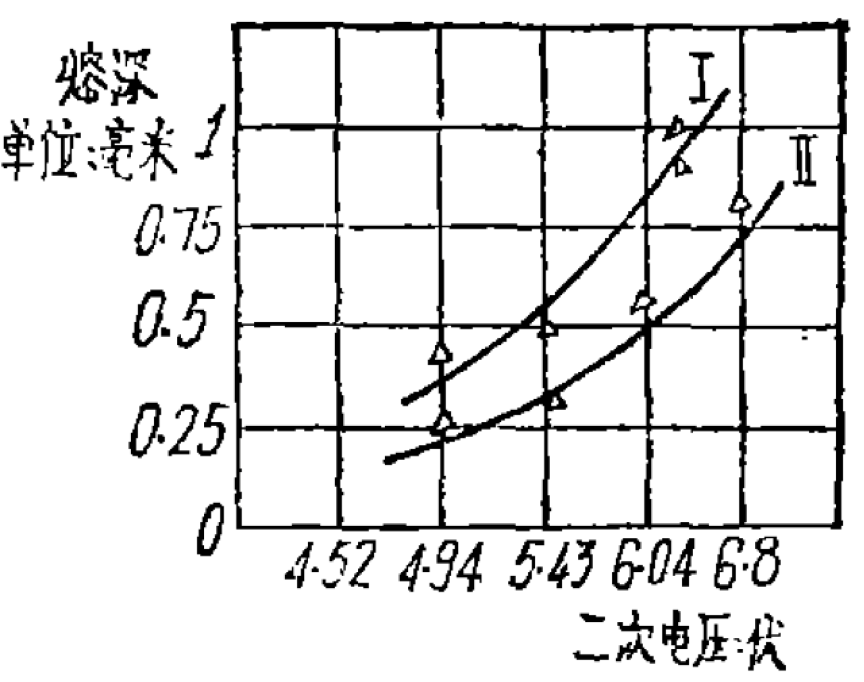
图2 曲线I为不镀锌钢桶;曲线II为镀锌钢板
比较曲线I和曲线II可得知,镀锌钢板的缝焊和不镀锌钢板的缝焊,在同焊接规范下,镀锌钢板的熔深要比不镀锌钢板要小,这是由于镀锌钢桶在缝焊过程中,表面产生很大的热量,同时内部镀锌层大量被烧损和气化了,而带走了很大的热能,同时由于镀层表面电阻减小,如果不改变焊接规范,而要得到优质的焊接质量是不可能的。
如果规范选择得不合理,表面加热过大,则镀锌钢板会与焊轮粘在一起,所以镀锌钢板的缝焊的焊轮在规范的选择上重重要的。
从图3和表1中以看出,当速度、压力、电流、休止时间恒定时,而改变焊接时间的周期,则随焊接时间的增加,其溶深也随之增加。这样在某一恒定的电流下,改变通电时间的周期,在一定条件下,也可以得到满意的焊缝。
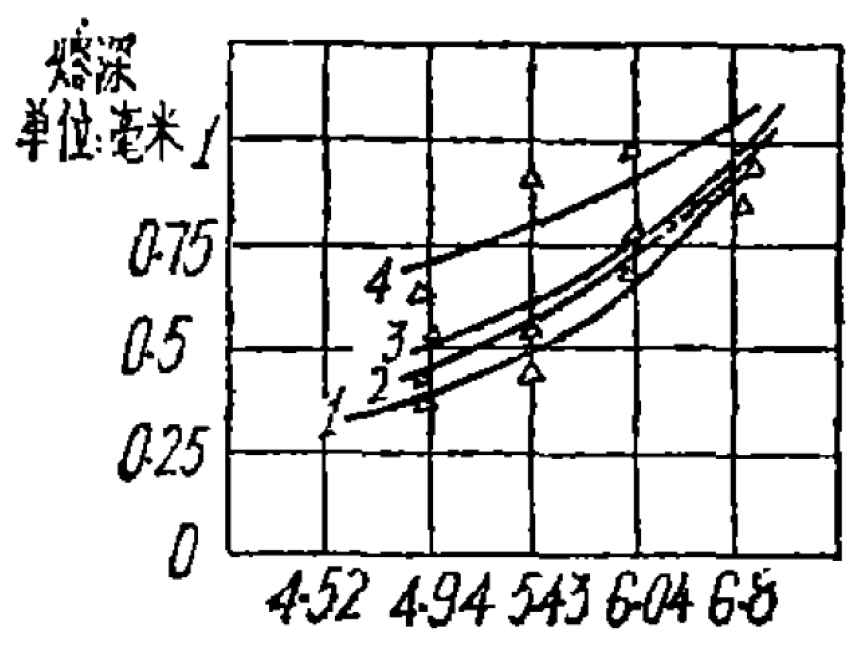
图3 曲线1、2、3、4是不同规范所得曲线
通过图3及表1可以看出,连续通电的质量是比较满意可靠的。
在连续通电的情况下,其它参数不变,只改变其二次电压,对其强度及金相组织分析,在一定电流下,熔深达到一定值(见图3曲线4),进行破坏试验时,其抗剪强度也是令人满意的,从图4中可知,当二次电压在五级,即5.43伏时,其焊缝抗剪强度已不能作出。国为缝焊焊缝宽度达6mm,其截面超过基本金属,所以其破坏是在基本金属上,因此从图4中可看到后一段曲线水平了。
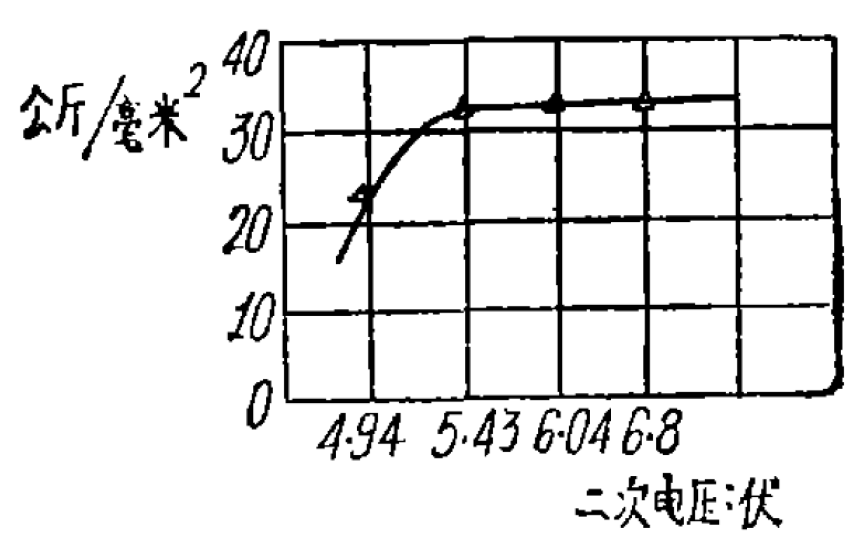
图4 镀锌板破坏载荷曲线规范同图3曲线4
从图3、图4可以知道,其熔深达到一定值,并且抗剪强度已达到设计要求,但是在一不的电流强度下,其焊缝的核心尺寸是不一致的,随着电流的增加,其焊点核心,不论在与焊轮的垂直方向或平行方向中,其都是增大的。
在缝焊镀锌钢板时,其内部及外部的锌,部分被加热后蒸发掉,部分在电极压力作用下,被挤到焊缝的两侧和部分锌熔解在焊缝核心中。
由于在焊接处产生的热量部分被锌蒸发掉,另一部分热量被导走,因此焊接镀锌钢板时,必须提高焊接电流,以达到优质的缝焊焊缝。
同时镀锌钢板与焊轮的接触电阻减小,所以也必须提高焊接电流。
根据一般低碳钢板的缝焊来看,缝焊焊缝的熔深是与电极间压力成一定关系,即大极间压力的增加,其接触电阻随之减小,其熔深也随之减小。
从镀锌钢板的试验来看(见图5),在连续缝焊的情况下,在速度恒定时,改变电极间的压力,而得到焊缝的熔深也是与低碳钢板的缝焊情况一样,随着电极间压力的增加,则焊缝的熔深随之减小。
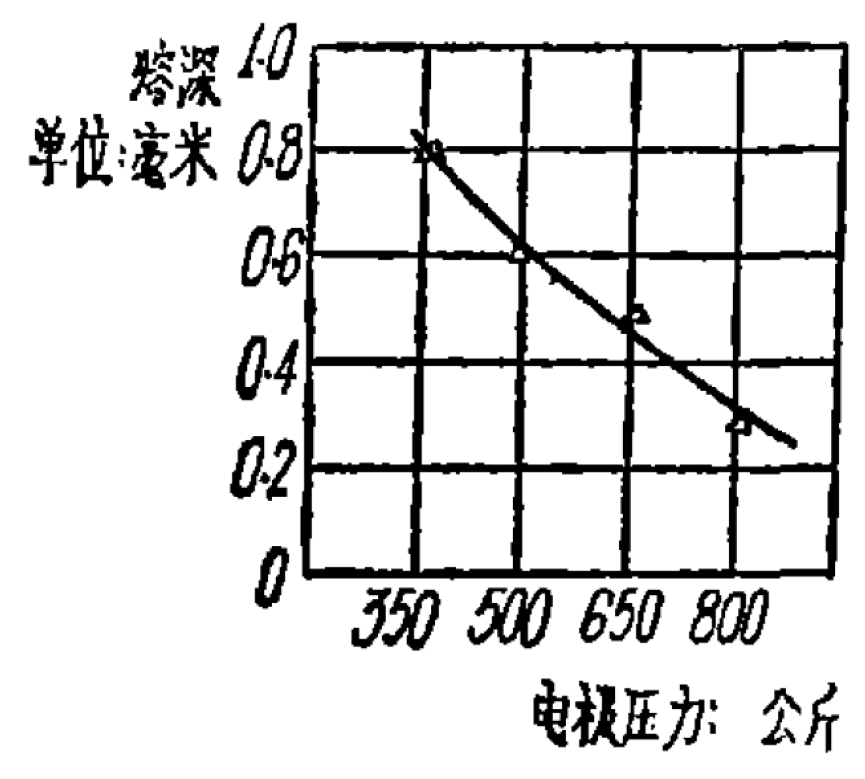
图5 镀锌钢板的连续缝焊焊接速度1.05米/分
镀锌钢板缝焊后,部分锌熔入焊缝核心中,根据化学分析的结果来看,焊缝中含锌量达8~9%。这样与铁生成合金,锌合金在性能上比较脆弱,所以在选择规范上要注意,一般采用强规范,适当的压力,将锌挤到焊缝两侧,一部分将其烧损掉,尽量降低焊缝金属的含锌量,以提高焊缝金属的强度。
结语:
1、根据历年来生产经验证明,镀锌钢板缝焊后,具有一定的防腐性能,缝焊焊缝对抗蚀无什么不利及妨害,采用接触缝焊镀锌钢桶不论在工艺上及设计上之要不该,大部都能满足。
2、在二次电压5~6级间,即5.43~6.04伏间,通电时间6~7个周期,休止时间1~2周期,焊接速度1~1.2米/分,电极电力500~550公斤,则能得到满意的焊接质量。
3、在连续通电情况下,采用五级即5.43伏二次电压,焊接速度1~1.2米/分,电极压力500公斤,能得到满意的焊接质量。
4、镀锌钢板的缝焊,其休止时间的周期不宜过长,越短越好。
5、为得到与未镀锌钢板相近的熔深,必须加大其焊接电流。
6、焊接镀锌钢板时,其电极间的压力,要比焊接同类低碳钢板要大,由于其表面的氧化膜存在,适应的压力为500公斤左右。
7、在缝焊镀锌钢板的过程中,要不断地清理焊轮上所粘结的锌和脏物,同时要加大焊轮间的冷却能力,其冷却水应比焊接同类低碳钢板为大。
8、缝焊后的焊缝,虽然其锌有烧损,锌层较薄,但在一定熔深下,其有一定的耐腐能力。
9、缝焊镀锌钢板时,由于锌的蒸发比较严重,所以对焊接工人身体健康有很大的妨害,必须强制通风,否则工人易锌中毒。
|

