|
镀锌钢桶立缝焊接工艺探讨
文/龚庆培
摘要:本文在阐述钢桶电阻焊接的基本原理的基础上,重点探讨了镀锌钢桶的焊接前的去锌处理工艺及焊接工艺。提出了保证镀锌钢桶焊接质量的工艺技术措施。
关键词:钢桶;去锌;缝焊
一、引言
在制桶生产中,桶身立缝密封是钢桶的三大密封点之一。由钢桶本身的用途决定了对缝焊质量的要求:密封、强度、外观质量。制作钢桶的原材料主要有低碳钢板和镀锌钢桶。目前各制桶生产厂家对一般低碳钢板的桶身立缝焊接质量都掌握得比较好。因此,在需要用镀锌桶包装产品时,大多采用低碳钢板经立缝焊接后再拿去电镀。而利用镀锌板直接制作钢桶,立缝焊接质量将如何保证,采用怎样的焊接工艺呢?这就是下面探讨的问题。
二、电阻焊接的基本原理
在制桶生产中,我们通常采用搭接缝的电阻焊接方法。电阻焊是一种压力焊接,利用紧压在焊件上的电极通以电流,电流使焊件接头的电阻提供的塑性变形能量(热量)使两个分离表面,在电极压力作用下,形成共同的晶粒组织而获得点焊或缝焊,而影响电阻热的因素很多,其中被焊件的材质、电极压力、厚度、表面状况及加热温度是影响电阻热的主要因素。
由电工原理可知:电流通过导体时,导体将吸热而温度升高。这是导体电阻吸收的电热转换成热能量缘故。这种现象称为电流的热效应,钢板焊接时的电阻热可根据焦耳定律计算:
Q=I2Rt (J)
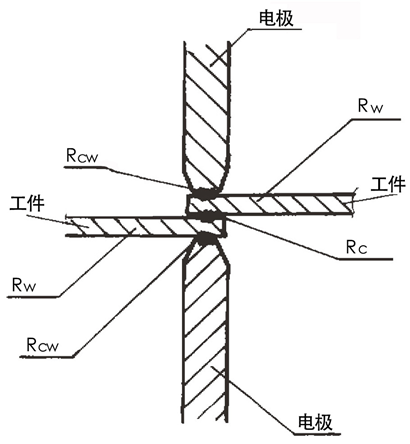
上式可以看出导体电阻生成的热量与焊接电流的平方成正比,与电阻和时间成正比,而完成一定焊点或焊缝所需的电流大体与时间的平方根成反比。因此,如果时间极短,则所需的电流会很大,过短的时间和过大的电流组合,可能会在焊接区产生不合要求的温度分布,导致焊件表面剧裂熔化及电极迅速损耗,所以要对焊接电流进行控制。电阻焊的变压器次级回路和被焊工件构成了一系列的电阻。电阻的算术总和影响焊接电流的大小,在点焊、缝焊时,焊接区的总电阻由三大部分组成:
R=2Rw+Rc+2Rcw
式中:Rw——焊接件的内部电阻;
Rc——焊件间的接触电组;
Rcw——电极与板件间的接触电阻。
低碳钢材有较好的可焊性,主要表现于塑性温度区宽,焊接压力小,焊接时间及焊接电流适中,对热循环敏感性小。缩松及热裂纹倾向小、喷溅敏感性小、接头塑性降低小,电极粘损倾向也小。在点、缝焊中不需要采用复杂的工艺措施,碳元素与微量元素低,一般不会出现淬火组织或夹杂物。
用镀锌钢板来制作钢桶,由于钢板表面镀有一层锌层(一般为15~20μm)。因此,在桶身立缝焊接时,因钢板表面锌层的熔点较低,只有419℃(钢的熔点是1450℃,铜的熔点是1000℃左右),在通电焊接初期,锌层熔化后粘在电极滚轮上,产生了不良导体膜,通过表面的电流线分布很不均匀,接触电阻突然增大,使加热极不均匀甚至表面烧伤。金属喷溅、焊件表面过热,导致烧坏电极与焊件接触表面,焊接质量降低。另外,粘附在电极轮上的锌层使电极焊接表面凹凸不平,在通电时产生尖端放电,击穿焊件接触表面。这样焊接出来的桶身立缝会产生裂口,有缩孔、裂纹等现象,其机械性能是达不到工艺要求的。因此,对用镀锌钢板制作钢桶来说,要保证焊缝质量,必须对焊缝处进行去锌处理。
三、焊缝去锌处理工艺
要得到密封、强度都能保证的焊缝质量,直接在镀锌板上焊接是很难达到质量要求的,焊接前必须对焊缝处进行表面去锌处理。对锌的工艺有两种。一种是机械去锌,采用磨边机将缝焊处的锌层去掉。而锌层能否去掉,关键在于磨边砂轮的选用。目前国内制桶厂家使用的砂轮对一般低碳钢板磨边效果还可以,但这种砂轮用于镀锌钢板磨边时,由于锌层熔点低,在高速砂磨时,磨掉的锌层被粘在砂轮上,堵住了砂轮隙缝,降低砂轮的摩擦系数,使砂轮表面越来越光滑,磨边去锌无法继续进行下去,导致去锌不彻底。这样,给桶身立缝焊接带来一定的困难,保证不了焊缝的焊接质量。
另一种是化学去锌工艺。利用盐酸与锌反应,即:
Zn+2HCl=ZnCl+H2↑
把钢材表面的锌层彻底去掉,以满足缝焊质量要求。
下面介绍下化学的锌工艺。
用一定浓度的稀盐酸溶液倒入特制的酸槽中,其溶液的高度要控制到工艺要求的去锌宽度,镀锌板浸泡的深度相近,并约大1~2mm。这是因为去锌宽度过大,锌层脱落较多,缝焊后,其立缝防锈能力减弱,焊缝生锈面积增大,立缝可涂的防腐涂料用量就较大,造成了不必要的浪费。
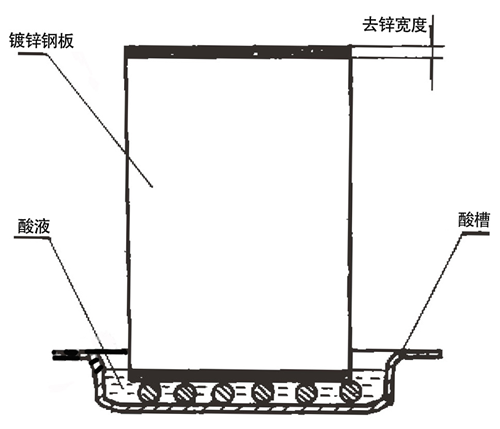
在配制去锌溶液时,其盐酸浓度也要控制,浓度过大会导致液面产生大量的酸雾腐蚀镀锌板液面上的锌层,使锌板液面上部产生白灰等缺陷。因此,选择好一个适当的酸浓度,对去锌质量是至关重要的。用盐酸按规定的时间浸泡后,将被浸泡的一端浸入循环流动的清水槽中(或碱槽中进行中和)清洗。清洗完毕后用棉砂布将浸泡清洗部位擦干净,再调头对另一端进行去锌、清洗、擦净处理。在去锌浸泡时,要注意镀锌板放入槽中一定要放平,保持整个端面去锌高度一致,这是为以后缝焊搭接尺寸要求做保证,以控制它的搭接宽度。
化学去锌的优点就是能将镀锌层彻底去掉,使焊接能顺利进行,不会产生因锌层粘附在滚轮表面上而出现上述缺陷。但化学去锌后如立即进行点焊、缝焊,会产生喷溅、击穿等缺陷,而且缝焊后立缝生锈很快。这是因为去锌后还有少量的残酸吸附在去锌端的表面上,使焊接质量不稳定,我们在实践中采用了去锌后再磨边的工艺。因为锌去掉后,磨边处理就容易进行了。磨边的目的是去掉残酸及氧化层,减慢立缝生锈速度,使钢板达到均匀一致的规定厚度。实践证明,这种工艺不仅提高了焊接质量,而且还解决了缝焊处在卷边时丁字口处的密封质量问题。磨边的宽度应等于去锌宽度,这样可去掉去锌后表面存在的上述缺陷,为焊接工艺提供表面质量保证。
四、焊接工艺
1、点焊工艺
我们目前采用的是手动式点焊工艺,操作比较简单,是缝焊工艺的辅助工艺。但也不能忽视点焊的工艺控制。不适当的点焊工艺会造成焊点脱开、表面压坑过深、表面裂纹、表面烧穿等缺陷。这些都会影响缝焊的质量。因此,控制点焊的质量,是保证钢桶立缝焊接的前提。
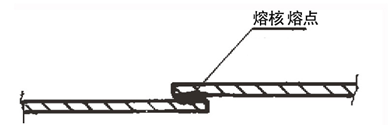
点焊的质量由外观、内状及熔核尺寸决定,所谓熔核指在焊件贴合面中溶化金属凝固后形成的核心。
一个良好的焊点外观要求压痕浅、平滑,呈均匀过渡,无明显凸肩或局部挤压的表面鼓起。不允许外表面环状或径向裂纹,表面不得有溶化或粘附的合金,内状要求周围熔核规则、均匀,核心内部无贯穿性或超越规定值的裂纹。结合线伸入及缩孔在规定范围之内,核心周围无严重过热组织及不允许的缺陷。
要满足上述质量要求,选择好合适的点焊工艺参数是很重要的。先在点焊前卷圆之后,点焊处的搭边尺寸要取好,一般搭边宽度最小应大于溶核尺寸(也就是电极头端面尺寸)的30~40%。电极头端面应打磨平整,不允许有凸凹等缺陷,这样有利于点焊质量。在点焊中,还要注意焊接电流、电极压力、焊接时间等这些主要参数的调节和控制。焊接电流的变化会改变焊点的尺寸(焊点直径与焊透率),进而影响焊接头的性能。如果过分增大,引起金属喷溅、深度压坑、过大缩孔等缺陷,接头的性能随之降低。因此,我们在工艺上一般把以开始产生喷溅时的焊接电流作为限制使用的最大电流。焊接时间对核心尺寸的影响与改变焊接电流的影响相似。而电极压力大小决定了焊件板间接触点变形程度,电极压力过大,焊透率大为减少,焊接强度不足;电极压力过小,加热过急,容易发生喷溅。电极压力要确定在一定的范围内,偏大的压力在适当加大焊接电流或焊接时间时,可消除焊件间的装配间隙,刚度不均匀、气路气压波动等因素引起的对焊接区加热稳定性的影响,因而能提高焊接质量的稳定性。因此在工艺上选择参数时,必须把这几个参数互相匹配来考虑,才能达到点焊的质量要求。
2、缝焊工艺
缝焊的参数调节点比点焊多。因为影响缝焊质量的除了焊接电流、滚轮电极压力、焊接时间外,焊点的间距、焊接速度、焊接周期、滚轮电极端面尺寸、材料表面质量等等都会影响缝焊质量。因此,在调整缝焊机的参数时,要考虑到上述因素,特别是镀锌桶立缝焊接,通过去锌、磨边后,要保证其焊接材料表面厚度均匀。为了消除表面残余锌的粘附和电极的修整,对滚轮应采用滚花传动,并经常对滚轮电极进行车削修整,以保证缝焊均匀及焊材表面质量与电极寿命。
由于缝焊过程比点焊过程有较大的电流分流,所以焊接电流应比点焊时增加15~40%,但过大的电流可能在焊缝产生过深的压痕或烧穿。因此,具体的值应视材料的电导性、厚度或点距(或重叠量)而定。焊接速度决定了滚轮电极与板件接触面积和二者某点接触的时间。电流均分布、分流大小、预热与缓冷的传导作用和散热能力均与速度有关,对缝焊质量影响很明显。如果在较快的焊接速度区要维持必须的接头强度而增加焊接电流、提高焊接区热量时都会很快出现焊件表面过热和电极粘损现象,所以试图以加大电流来提高焊接速度是困难的。一般在缝焊速度较低时可获得良好的焊接质量。
我们目前采用的是半自动缝焊机,它的操作是制桶生产中十分关键而又比较复杂的一种技术,主要还是正确调节设备的参数。由于在具体操作时,送进速度和电极轮压下的时间都要靠操作人员来掌握,因此,需要操作人员熟练的操作技能,才能生产出符合工艺技术要求的焊缝质量。
五、结论
在镀锌钢桶立缝焊缝工艺中,缝焊前的焊缝去锌处理工艺选择适当与否,直接影响镀锌钢桶焊接质量。我们所采用的化学去锌后再磨边的工艺可以得到良好的焊缝质量,在焊接时,通过对点焊、缝焊各工艺参数的正确选用匹配,操作人员熟练的掌握其操作技能,就可以生产出符合密封、强度、外观质量要求的钢桶。
|

