|
钢桶制造中卷封滚轮的设计和卷封质量的缺陷处理
文/徐志伟
摘要:200升闭口钢桶是油脂公司钢桶生产的主要产品。目前,该制桶生产线卷封工艺采用的是三重七层卷边。要得到此种形状的卷边,关键是卷封滚轮的轮槽曲线。因此,必须进行严格的工艺设计,才能满足卷边形状、层数、松紧程度和密封抗渗漏性能。同时,正确判断和处理生产中的缺陷,才能更好地满足使用要求。
关键词:钢桶;滚轮设计;槽形曲线;缺陷处理
1 前言
卷封滚轮轮槽曲线对卷封尺寸和形状起决定性作用。滚轮的设计目前在全国并没有特定的标准和规定,各家钢桶制造厂家均是结合用户需求和自身情况自行设计出满足要求的卷封轮。根据钢桶行业的经验来看,各大制造企业均是采用渐开线规律来设计轮槽曲线。天宇油脂公司卷封轮的设计同样是根据此规律进行设计,所设计的轮槽曲线由多个圆弧段组成。
2 卷封滚轮设计
桶顶底预卷翻边尺寸是大于桶身翻边尺寸的,在卷封过程中,滚轮先与桶顶底接触,并对其进行滚压,在此过程中,滚轮轮槽曲线先决定了桶顶底的卷曲形状。而桶身是在桶顶底卷曲过程中受到挤压同时卷曲成型。
2.1 滚轮曲线分析
我们通过一种常用的使用了三重七层卷边工艺的头道轮滚轮曲线形状来进行具体分析。
图1中DE段为斜面,倾角为a,卷封开始时,桶顶底边首先接触的是这个面,a角度是头道滚轮的重要参数,角度过小,会加大进给摩擦力,滚轮磨损会加剧,三角区圆弧段成型比较突然;a角过大会影响成型。按照国内大多数钢桶生产企业的经验,a角一般取值为5°~8°。
CD段为圆弧段,为卷封过渡阶段,曲率半径R是这个阶段的重要参数,它的大小将决定成型,R太大会导致阻力大,下阶段的成型将不完全;R太小,则会导致提前完成成型,达不到滚轮设计成型的目的。
BC段同样为圆弧段,是卷封成型段,此处的曲率半径R与上阶段的曲率半径不同,但是两阶段的曲线为圆滑过渡,R仍然是这个阶段的重要参数,它的大小直接决定了卷边的松紧程度和卷边层数的多少。R过大,形成的卷边圆弧越大,卷封层会压不紧,内部结构松散,层与层之间的缝隙越大,严重影响了密封性能;R过小,卷层不能压人圆弧区,卷边形状不能完全形成。图中AB段为直面段,是卷封过程的收尾阶段,当卷封成型完成后,方便滚轮退离桶身。
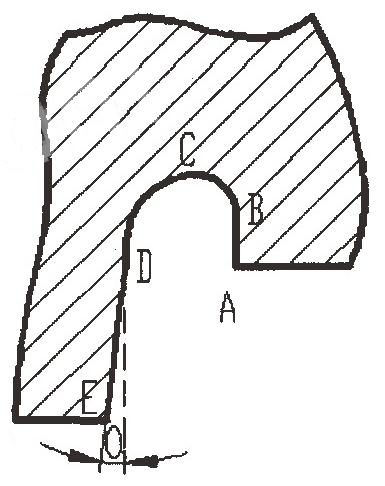
图1 头道滚轮曲线示例
2.2 数学建模分析
我们对卷封轮的曲线形状进行了以上分析后,以滚轮理论曲线即渐开线图建立坐标来得出曲率半径与钢板材料厚度及卷边层数之间的关系。
如图所示,以O为圆心,r为半径画圆,同时以O为原点,直线OA为坐标轴,直线OT为坐标Y轴,建立坐标系。A为渐开线起点,点M为渐开线上任意一点,BM与圆相切,切点为B,取BOA=∅。
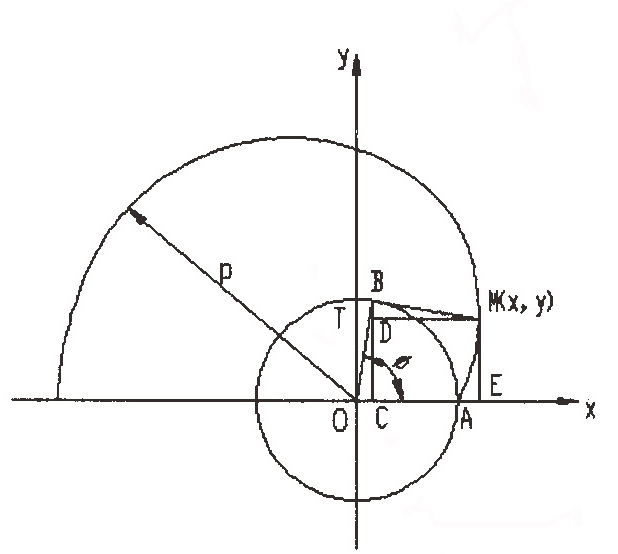
图2 滚轮理论渐开线图
由渐开线定律,得BM=AB=r∅,作ME垂直X轴,BC垂直OA,MD垂直BC,则角MBD=∅,得到:
X=OE=OC+CE=OC+DM=rcos∅+r∅sin∅
Y=EM=CD=BC-BD=rsin∅一r∅cos∅
从而,得到曲线方程为:
X=r(cos∅+∅sin∅)
Y=r(sin∅ -∅cos∅) (1)
转换为极坐标方程:
P2=x2+Y2 (2)
将方程(1)代人式(2),可得:
P=r2+∅2
取∅角从0~π,即上式为卷封滚轮轮槽曲线的极坐标方程,基圆半径r值的大小主要与材料厚度和卷边层数有关,因此,可由下式进行估算:
r=n·tr
其中,r为渐开线基圆半径;t为钢板材料厚度;n为卷边层数,若七层卷边则n=7。
2.3 卷封滚轮槽形设计
根据2.2节中得到的轮槽理论渐开线极坐标方程,用最接近的曲率圆弧段来代替其理论曲线得到较为理想的滚轮轮槽曲线。
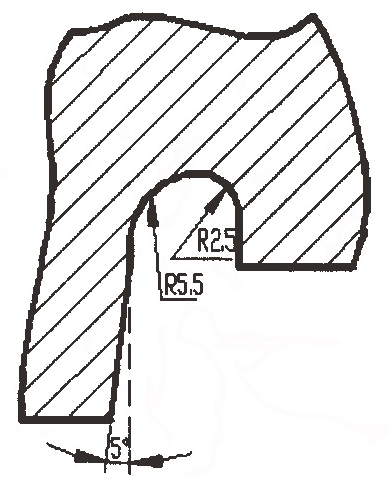
图3 头道滚轮槽形状
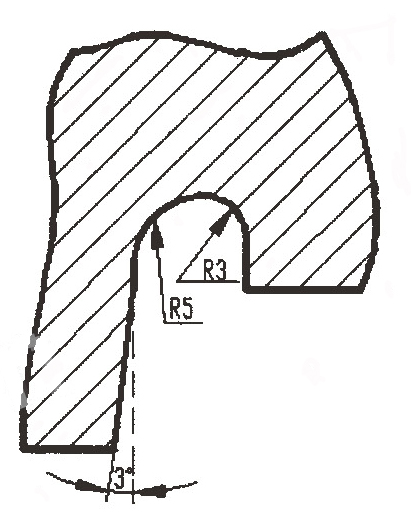
图4 二道滚轮槽形状
卷封滚轮轮槽加工是卷封轮加工的重要环节,要做到精确加工,一般是先根据加工图制作轮槽样板,再利用样板来检验卷封轮轮槽的槽形是否符合要求。在轮槽和样板加工时,尽量做到表面光滑且圆滑过渡。轮槽样板材质选用15#钢,热处理要求HRC56~62;滚轮材质一般选用工具钢或者滚动轴承钢,先进行粗加工,再进行热处理,要求是HRC62~66,最后再精加工保证其表面精度。
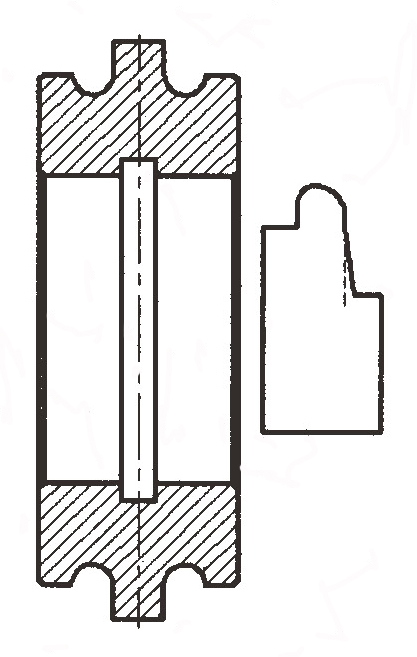
图5 卷封滚轮及槽形样板加工简图
在生产实际中,滚轮轮槽形状不但与上述的几个参数有关,还与桶身、桶底盖翻边尺寸等有关系,在卷封滚轮设计中,滚轮槽形设计是钢桶卷封工艺的核心技术,好的滚轮可以大大减少卷封装配中出现的质量问题。
3 卷封质量问题的原因分析和缺陷处理
3.1 卷封工艺的质量要求
卷封工艺是钢桶生产中最重要也是最易出现质量问题的环节,卷封的质量直接会影响到钢桶的性能,对于钢桶卷封装配工艺,质量要求如下:
(1)卷层表面光滑、平整;
(2)卷边不得有铁舌、毛刺、削丝;
(3)卷边不得有二道压痕;
(4)卷层间缝隙填充满具有良好粘性和弹性的密封胶。
3.2 卷封质量问题分析和解决措施
在钢桶卷封装配过程中,经常会出现各种质量问题,这是应用三重七层卷边技术后遇到的新问题,国内钢桶生产企业目前应对这些技术问题的处理措施是调整设备参数或滚轮参数等,尚不能主动的从根本上解决这些难题,下面我们针对常见问题进行分析。
表1 钢桶卷封质量问题分析及解决措施
| 序号 |
质量问题 |
图例 |
问题分析 |
解决措施 |
1 |
卷边背部出硬棱 |

|
托底顶辊太低
卷封压盘不正
卷封压盘磨损 |
上提顶辊或紧固螺栓
调整卷封压盘
更换压盘 |
2 |
削磨顶部 |

|
滚轮槽不对
润滑不良
托辊位置不当 |
更换正确滚轮
滚轮增加润滑油
调整其位置 |
3 |
桶身边外翻 |

|
翻边外变形
桶顶底托辊安装过高 |
修整翻边
调整托辊 |
4 |
桶顶底边外翻 |

|
桶顶底边变形
桶顶底边裂后补焊量过大 |
修整桶顶底边
补焊位置用手砂轮打磨 |
5 |
铁舌和削丝 |

|
用错卷封轮
滚轮槽形不正确
二道轮位置不当 |
更换卷封轮
重新设计滚轮
调整二道轮位置 |
6 |
桶顶底边缘钩不到头 |

|
滚轮凹槽磨损
滚轮调节丝杆后移
桶顶底冲压后缺角 |
更换滚轮
锁紧丝杆
检查冲压模具 |
7 |
内部自卷 |

|
桶高尺寸小
气缸压力过大
桶身翻边质量差 |
调整翻边尺寸
调节降低气缸压力
调节翻边尺寸 |
8 |
一头宽一头窄 |

|
二道轮位置不当
二道轮槽形不当 |
调整二道轮位置
重新设计二道轮 |
9 |
外侧划出沟痕或凸鼓 |

|
操作程序不当
二道轮磨损 |
调整操作程序
更换二道轮 |
10 |
横向出现缝隙 |

|
滚轮槽形不正确 |
重新设计,更换滚轮 |
11 |
磕碰受损 |

|
操作不当 |
纠正操作方法 |
4 小结
钢桶作为一种常用的金属包装容器,几乎要承受各种恶劣条件下的冲击,这种性能是除其外观指标外对所有工艺指标的考验。卷封装配工艺又是所有工艺中的重中之重,钢桶卷封质量的好坏直接会影响到其性能。操作者素质、工艺设备、工艺技术等都会对卷封质量产生影响,卷边质量除开外部因素,其自身卷边工艺的合理性和先进性也十分重要,因此,卷封滚轮的设计和缺陷处理就是目前我公司钢桶生产工艺的重点。当然,在改进卷边质量的同时,加强操作者的技能水平也尤为重要。总之,钢桶制造是一条漫长的探索之路,新技术的出现引发了新的问题,我们应了解在生产过程中,引起质量变化的因素是什么,必须把这些因素逐一分析,在加工中消除或者大大地减少这些因素的影响。这将是一个不断完善的过程,也是永无止境的一个过程。
参考文献
1 杨文亮,辛巧娟.金属包装容器——钢桶制造技术.印刷工业出版社,2007.6
作者简介
徐志伟,2007年7月毕业于西南石油大学过程装备与控制工程专业,机械助理工程师,现在四川天宇油脂化学有限公司综合车间从事钢桶生产及设备技术管理工作。
|

