|
钢桶日常生产过程中卷边评估方法
文/邬勇
钢桶卷封的重要性勿需赘述,那么为在确保卷边安全的前提下,同时努力提高钢桶生产线生产效率,有没有简单实用的方法呢?以下二重卷边评估的灵活方法便可在生产实践过程中加以运用。
1、关注一道滚轮辊槽图形
定时(例如一周左右)取样检查一道滚轮辊槽图形,确保一道滚轮辊槽图形尽量满足“十五字诀”的要求,为最终获得合格稳定的卷封结果打下良好基础(第一道卷封滚轮建议使用营口北方沟槽或等同沟槽能与盖钩边实现良好匹配的滚轮)。
2、关注紧密度
由于卷封厚度可以在很大程度上反映紧密度的相关信息,建议携带使用手持式卷封测微器随时机动在线大量抽样成品桶检查卷封结果。从卷封厚度检测结果,能及时得到关于紧密度的重要信息(卷封厚度建议在下限左右);若发现卷封厚度存在靠近上限甚至超出上限的情况,出现紧密度问题的机会便非常大,需及时抽样检查确认紧密度是否存在问题(在技术理论上,认真领会卷封厚度是为紧密度这一关键指标“服务”的,真正的重要项目是紧密度而非卷封厚度,避免在卷封厚度上过于纠结)。
3、关注重叠长度
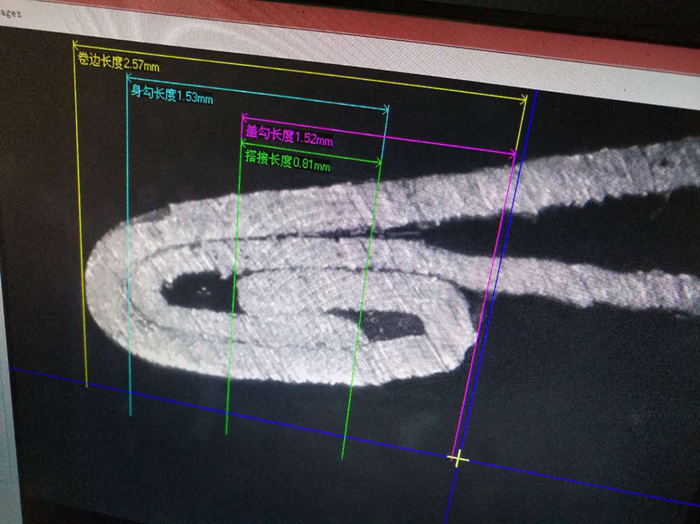
按照合理频率检查二道滚轮图形。在检查二道滚轮的时候,首先看重叠长度是否足够,其次观察身钩末端与盖钩末端是否存在被项住弯折变形的问题,再次观察盖钩与身钩是否存在弯拱不平的不良情形。
在确保以上三个方面无明显问题的情况下,身钩长度、盖钩长度、卷封长度、埋头度、卷封厚度,这些尺寸可以存在适当范围内的波动,甚至允许适当超出目前所使用的卷封标准的要求。
另外,如若担心有限的锯桶数量不能有效反映出真实情况,可以使用桶盖分离的方法,来观察整条盖钩和整条身钩的情形。
上述评估办法能够确保卷封结果的安全性,同时也有效避免了对生产效率构成大的影响,安全、高效、实用。
【参考知识】
关于二重卷边的“十五字诀”
一个良好的卷封是从第一道滚轮决定的。第一道卷封使盖卷边与桶身翻边开始相互扣合;成形良好的第一道卷封十分重要,是保证完成良好卷封的基础;在发展到当今的检测条件下,一道滚轮的成形图形应该成为卷封评估过程中的必检项目,这是需要重点领会的一个技术理念。
良好的第一道卷封除了外观检查无异常、盖钩和身钩的轮廊线平顺光滑之外,其剖面图形需着重满足如下“十五字诀”要求:
1、接触不接触
盖的卷封面圆角与桶身翻边圆角接触;已经初步形成的盖钩和身钩与周边金属之间没有紧贴在一起,存在一定空隙。
2、身钩的末端
身钩的末端没有突然的屈折或拐弯。
3、盖钩的末端
盖钩的尾部尽量与桶身壁平行,盖钩的末端没有指向桶身壁,也没有过度外卷指向桶身的翻边。
|

