|
镀锌钢板的激光焊接工艺研究
文/李旭
摘要:采用500 W光纤激光器对1.5mm厚的镀锌板进行焊接试验。通过在2层镀锌板之间设计通气孔的方式将焊接过程中产生的锌蒸气快速排出,增加焊接过程的稳定性。进一步进行工艺研究表明,500W光纤激光器焊接厚1.5mm镀锌板的最大速度为30mm/s。在焊接接头处设计了气刀对镜片进行吹气保护,极大地减少了飞溅对镜片的污染,降低了生产成本。
关键词:光纤激光器;镀锌板;焊接;锌蒸气
0 引言
在诸如金属包装、汽车、计算机等很多行业中,镀锌钢板因其成本低、强度高、耐腐蚀性好等特点而得到广泛的应用。尤其在台式计算机主机箱,几乎全部采用镀锌板。
激光焊接属于高能束焊接技术,具有能量密度高、焊接效率高、焊缝深宽比大、热影响区小及热变形小、节能等优点,非常适于精密焊接技术的要求,也是目前研究最多,实际生产加工过程中应用最广泛的一种焊接方式。光纤激光器具有光电转化效率高(一般可达35%)、使用寿命长、能量稳定、光束质量好的特点,已经在激光焊接中被广泛应用。
为了进行良好的结合,上下钢板的铁层需要互相渗透,才可以达到一定的强度。锌的熔点和沸点分别是420℃和907℃,而铁的熔点是1535℃,沸点是2750℃,锌与铁的熔点及沸点分别相差很大。因此,传统的脉冲激光由于峰值功率比较高,单脉冲激光作用到镀锌钢板上时,上下接触的两面镀锌层都会受热而气化,每个镀锌层蒸发的锌都会排走周围熔化的金属,或者以气泡的形式留在焊缝中,导致焊缝中产生气孔、裂纹等缺陷,从而导致焊缝的抗拉强度很低。
本文采用光纤激光为热源,对镀锌板进行焊接工艺研究,解决传统焊接方式中焊缝抗拉力不稳定、焊缝不美观等问题,同时结合生产实际,设计特殊的焊接保护结构,提高生产实用性。
1 试验材料及设备
1.1 试验材料
镀锌板主要材料成分为不锈钢和镀锌层,试验用材料厚度为1.5mm,镀锌层厚度约为25μm。为方便焊接后拉力测试,将上层材料设计为U形,下层为平板状。焊缝的形状为L形,焊缝长度为5mm+5mm,如图1所示。
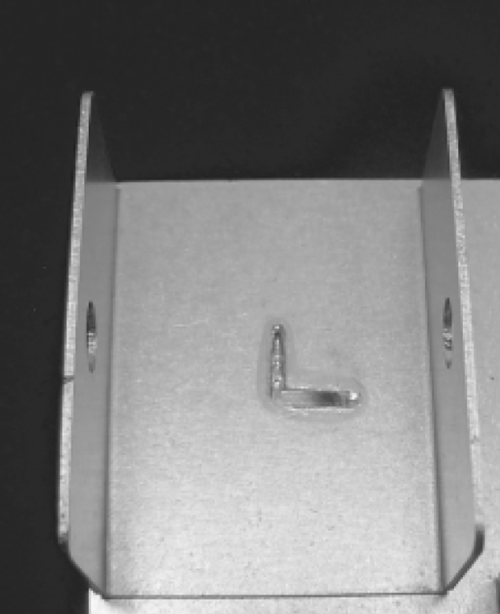
图1 镀锌板焊接试验焊缝示意图
1.2 试验设备
试验采用的激光光源为IPG500W光纤激光器,技术参数见表1。该激光器的最大优点是激光器光电转化效率高,使用寿命长,采用光纤传输,便于柔性加工。配备高精度2轴联动(x轴、y轴自动平移,z轴手动升降)工作台。
表1 激光器及工作台技术参数
激光波长
λ/nm |
平均输出功率/W |
能量稳定性(%) |
X轴、Y轴行程/mm |
定位精度/mm |
重复定位精度/mm |
1070 |
500 |
3 |
400,300 |
0.02 |
0.03 |
2 通气孔设计
2块镀锌板之间预留一定的空隙,激光焊接过程中产生的锌蒸气可以通过空隙快速排出,可避免焊接过程中产生的不稳定因素。预留空隙的大小通过在上层镀锌板的下表面或者下层板的上表面增加凸点控制,如图2所示,凸点的高度即间隙的大小。
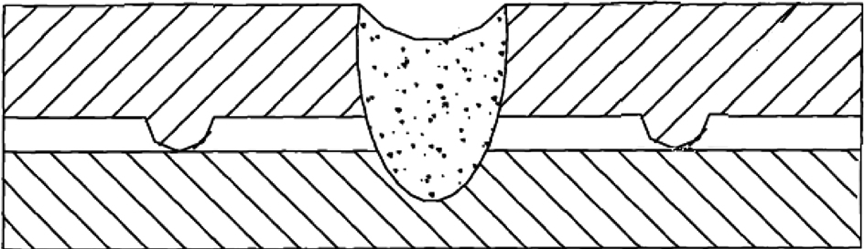
图2 试板间隙设计示意图
在同样工艺参数情况下,测试间距大小对拉力的影响,测试结果如图3所示。试板间隙从0.04mm增加到0.2mm。结果表明,随着间隙的增大,拉力呈先增加后减小的趋势,当间隙小于0.1mm时,拉力没有达到最大值,这可能是因为当间隙较小时,锌蒸气不容易从空隙中排出,导致焊接过程不稳定,焊接接头拉力较小。当间隙较大时,利于锌蒸气从空隙中排出,焊接过程相对稳定,但是间隙过大时,焊缝强度降低,这可能是上层板和下层板之间的熔合面积较小导致焊缝强度降低。当间隙为0.1mm时,拉力达到最大值。
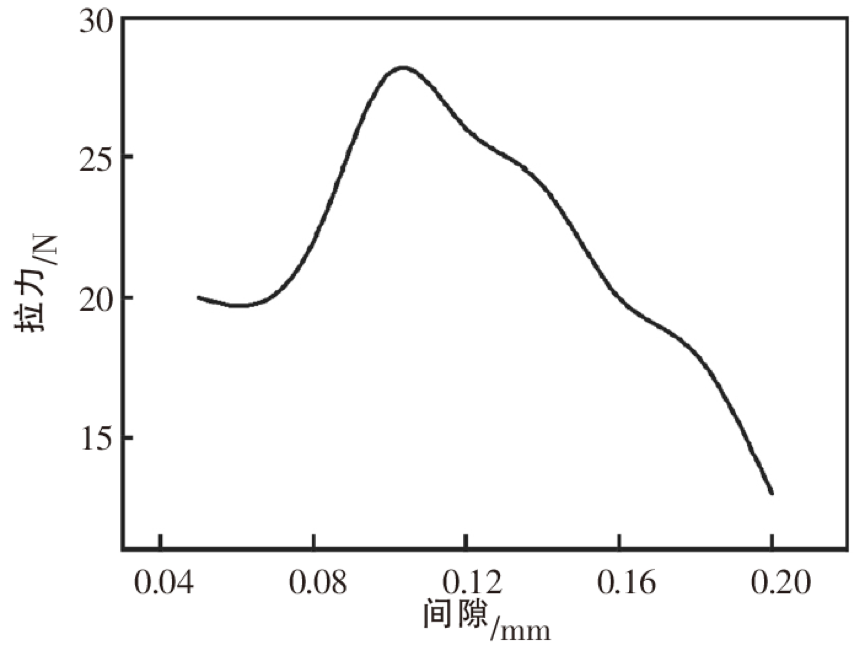
图3 拉力与间隙的关系
3 工艺参数优化设计
3.1 离焦量的影响
对于光纤激光焊接的工艺参数主要有激光功率、焊接速度、离焦量等。而对于镀锌板的光纤激光焊接,在所有工艺参数中,离焦量是最重要的,那是因为当工件处于激光焦点时,激光的功率密度最高,材料很容易引起飞溅,特别是对于镀锌板中的锌元素,飞溅更加严重,这极大地影响了焊接过程的稳定性以及焊缝外观质量,这种飞溅是无法避免的,只能通过控制工艺参数去减少飞溅。离焦量是最好的选择,正离焦量即采用激光焦点在工件上方进行焊接。离焦量的大小决定了焊接过程中的飞溅程度,离焦量较小,飞溅严重,离焦量越大,飞溅越小,但是当离焦量过大时,则激光的功率密度下降明显,导致熔深不够、焊缝拉力不够等情况。在其他参数不变的情况下,采用正离焦量从0~7mm变化,每次增加1mm,研究飞溅及拉力情况,找到最佳的离焦量。结果表明,当离焦量为0~4mm时,焊接过程中飞溅很严重,而且拉力也较小,而当离焦量为6~7mm时,飞溅较小,但是拉力明显下降。只有离焦量为5mm时,飞溅最小,而拉力最大。
3.2 功率与速度影响
由于采用的是光纤连续激光器,只有平均功率,是靠激光产生的热量将母材熔化,激光离开后,材料冷却凝固形成焊缝。因此,焊接工艺主要是功率大小及焊接速度的匹配,在离焦量及其他参数不变的情况下,研究将厚1.5mm镀锌板焊透的最佳工艺参数组合。激光功率与焊接速度的参数见表2。
表2 工艺参数及试验结果
| 试件编号 |
平均输出功率/W |
焊接速度/(mm·s-1) |
焊透情况 |
1 |
300 |
10 |
未焊透 |
2 |
300 |
20 |
未焊透 |
3 |
300 |
30 |
未焊透 |
4 |
400 |
10 |
焊透 |
5 |
400 |
20 |
未焊透 |
6 |
400 |
30 |
未焊透 |
7 |
500 |
10 |
焊透 |
8 |
500 |
20 |
焊透 |
9 |
500 |
30 |
焊透 |
10 |
500 |
40 |
未焊透 |
由表2可知,当功率为300W时,焊接速度即使小于10mm/s也会未焊透,继续降低焊接速度,就无实际生产意义。这可能是因为激光能量较小,功率密度低,无法深熔镀锌板,导致无法焊透。
只有继续增大功率,当功率在400W时,焊接速度为10mm/s时,可以将厚1.5mm的镀锌板完全焊透。提高焊速后,无法焊透,这可能是继续提高焊速会导致焊接过程中热量累计不够,无法完全熔透母材。当功率在500W,焊接速度小于30mm/s时,均可完全焊透,而当焊速增大到40mm/s以上时,则无法焊透。由此可知,500W光纤激光器焊接厚1.5mm镀锌板的最大焊速为30mm/s。
4 保护气嘴设计
在实际焊接生产过程中,焊接接头的保护镜片属于耗材,需要定期更换。而镀锌板焊接过程中,表面的锌受到激光的快速加热,容易气化产生飞溅,对镜片的污染伤害很大,因此在焊接工艺设计时,需要在焊接接头的保护镜片下方专门设计气刀,对镜片进行吹气保护,可以有效地降低生产成本,如图4所示。
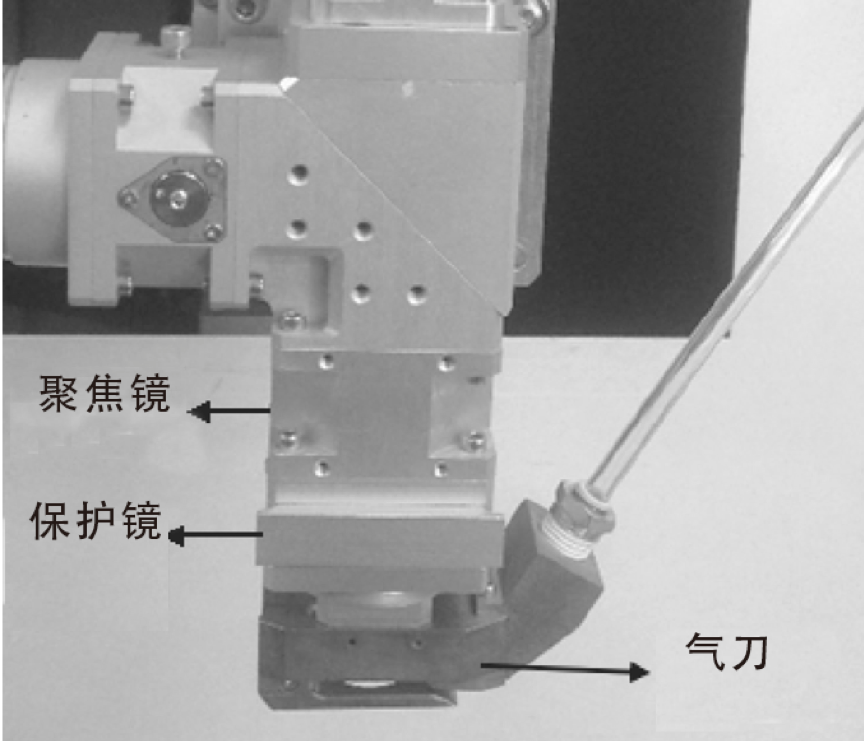
图4 保护气嘴示意图
5 结论
(1)采用上下2层镀锌板之间增加空隙的方法可以有效地将焊接过程中产生的锌蒸气排出,减少焊接过程中的不稳定因素。间隙的大小直接决定了焊缝拉力,当间隙为0.1mm时,拉力最大。
(2)焊接过程中的飞溅控制主要通过离焦量来控制,当离焦量为5mm时,既可以保证足够的拉力,又可以减少飞溅的产生。
(3)焊接功率与速度必须匹配,才能将厚1.5mm的镀锌板焊透,最大焊接速度可以达到30mm/s。
(4)镀锌板焊接具体实施时,还必须对镜片采取保护措施,如在焊接接头上增加气刀。实际生产证明,可以满足24h连续生产,而且将耗材降到最低,具有极大的经济价值及实际推广意义。
|

