|
桶顶翻边孔直径计算的两个公式的探究
文/吴建平
摘要:对冷冲模设计中,平板圆孔翻边的两个预制孔直径计算公式进行了探讨,用实际数据作比对找出最接近真实的计算公式
关键词:翻边预制孔;公式;比对;真实
1 引言
在冲压设计资料中,通常有两个有关平板圆孔翻边的预制孔直径计算分式。公式如下:
 (1) (1)
 (2) (2)
这两个公式中,公式1是用简单弯出的近似方法计算,即如图1所示,只要将直径D1减去参与弯曲的直壁高度h与r的中心层展开长度就可以求得。而公式2是由毛坯与工件在变形前后体积不变的关系确定,也就是翻边前D1-d的材料体积与翻边后直壁h高度体积和r部位体积之和相等求得。
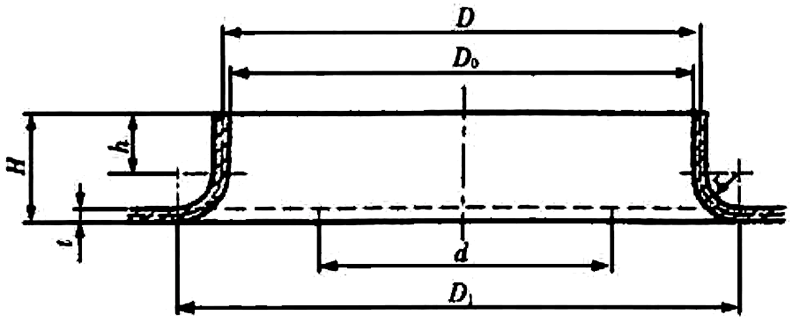
图1 圆孔翻边
2 实例计算对照分析
由于两个公式推导的原理不同,其计算结果也就有差异,以图2为例。
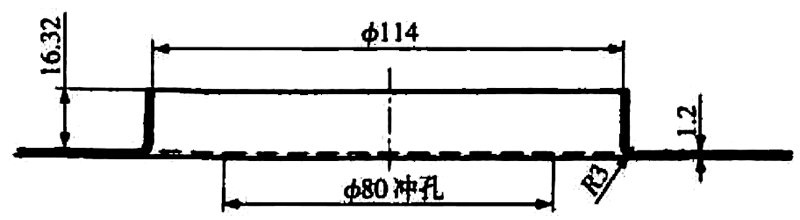
图2 圆孔翻边实例
D=Φ115.2mm,H=16.32mm,r=1.8mm,t=1.2mm,D1=Φ120mm,h=13.32mm。
将数据代入(1)式得到预制孔直径:
d=Φ85.83mm
将数据代入(2)式得到预制孔直径:
d=Φ80.6mm
显然,得出两种计算结果,应该取哪一个呢?
图2是我公司钢桶新产品的冲孔翻边工序,起初按公式(2)的计算结果(即冲孔直径取Φ80mm)作为模具的预制孔直径,翻边后,发现高度尺寸19mm,超出了工艺规定的16.32mm,高出2.68mm,也就是说预制孔直径小了5.36mm(按简单弯曲计算,若用体积不变计算则小了7.3mm)应为Φ85.83mm,这正好与公式(1)d=Φ85.38mm的计算结果接近。
图3是我公司中口钢桶的冲孔翻边工序。

图3 圆孔翻边实例
D=Φ321.2mm,H=24mm,r=1.5mm,t=1.2mm,D1=Φ325.4mm,h=21.3mm。
将数据代入式(1)得:
d=Φ276.2mm
将数据代入式(2)得:
d=Φ272.5mm
按公式(2)的计算结果,取模具的预制孔直径为Φ272mm,翻边后发现高度为26mm,超出工艺要求2mm,也就是说预制孔直径小了4mmm(简单弯曲计算),实际应为Φ276mm,正好与公式(1)的计算结果d=Φ276.2相接近。计算还证明,当翻边直径不变时,随着翻边高度的增加,两个公式的计算结果误差将随之增大。
仍以图3为例,当H=40,h=37.3,将数据代入式(1)得预制孔直径为:
d=Φ244.2mm
代入式(2)得预制孔直径为:
d=Φ231.7mm
两种计算方法相差12.5mm,若按公式(2)的计算结果将使翻边高度超出约6.2mm。
3 分析
为什么理论上较精确的公式(2)的计算结果在实际应用中会比理论上较近似公式(1)的计算结果产生更大的误差?分析一下翻边工艺,会发现材料在翻边过程中产生了拉伸扩胀变薄现象,翻边高度超高,材料变薄现象越严重,从而使得翻边高度超差。由于公式(2)是基于体积不变关系确定,并未考虑材料变薄影响,所以材料变薄必然持导致翻边高度超差,虽然公式(1)是基于简单弯曲关系确定,也没有考虑材料变薄影响,但是从实际情况(实验数据)来看,它却包含了翻边高度增加材料变薄加剧的影响,换句话说,如果没有材料变薄的影响,按公式(1)的计算结果,翻边高度将无法满足(会低于工艺高度要求),而要达到工艺高度要求,尚缺少的材料刚好由材料变薄予以补足。
4 结束语
结合上述两个公式的分析结果,公式(1)比公式(2)更接近于真实情况,我公司固碱桶、沥青桶盖的冲孔翻边同样也证明了这一点。
|

