|
【他山之石】钩边尺寸对底盖圆边起皱的影响
文/程柏松
【摘 要】对底盖的圆边工序进行了计算机模拟,研究结果表明,钩边尺寸变化对圆边结果的影响非常明显,圆边的起皱程度随着钩边尺寸的减小而减轻。较大的钩边尺寸使得圆边过程钩边累积的塑性变形量也较大,钩边端部及其邻近区域协调变形的能力变差,严重阻碍了钩边材料的流动,因而容易起皱。较小的钩边尺寸,则由于钩边材料流动较为充分,进而减轻了圆边的起皱程度。
【关键词】底盖 圆边 起皱
随着金属包装产业链的不断扩大,市场竞争日趋激烈,同类产品差异化、低成本化业已成为行业发展的主流方向。针对目前市场上三片罐包装材料消耗大、成本比重高的现状,加大“减量化”、“薄壁化”的开发与研究,是保证三片罐产品市场占有率的最佳途径。因此,金属包装材料的不断减薄,作为国内金属包装产品拥有国际产品竞争力的重要手段,其推广普及将对金属包装行业的发展带来显著的连锁效应。
金属包装中,罐盖与罐身卷封后的密封效果是决定食品或饮料等能否长期储存的关键因素。然而,在近期的生产中发现,当底盖的厚度减薄到0.12mm时,底盖经圆边工序加工成形时,边部材料出现严重的褶皱现象,难以满足后续的卷封要求,进而影响罐子的密封效果,容易造成罐体内容物在褶皱部位出现渗漏。通过大量的生产实践和实验研究发现,盖子钩边尺寸、模具的槽形曲线、盖子进入圆边机的初速度、内外模槽间距等,都对圆边起皱有很大影响。由于影响因素众多,各个因素之间往往互相关联,所以目前很难通过试验法解决起皱问题。各个影响因素中,底盖的钩边尺寸与其它影响因素的关联性较弱,而且与底盖冲制的落料尺寸密切相关。因此,本文采用数值模拟技术,避开多个影响因素综合作用带来的复杂性,单独研究钩边尺寸对起皱的影响规律,这对解决圆边起皱问题及合理利用材料具有重要意义。
1 研究方法
1.1 盖子的圆边过程盖子的制造工艺流程如图1所示,为提高材料的利用率,图1a中采用波形剪切方式,之后利用双模冲设备完成盖子的冲制成型,得到盖子的基本形状(图1b),其钩边的结构如虚线圈内所示。在此基础上,采用圆边机对虚线圈内的钩边部位进行圆边,得到盖子的最终结构图(图1c)。最后,为了保证罐子具有良好的密封效果,对圆边后的盖子进行注胶(图1d)。
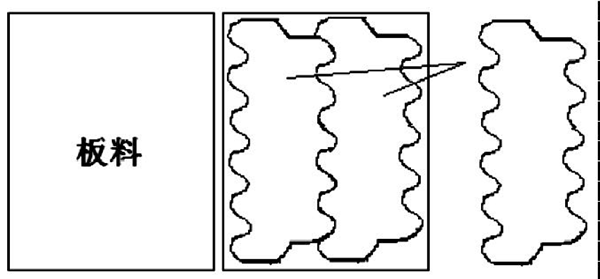
(a)剪切
(b)冲盖
(c)圆边
(d)注胶
图1 盖子的制造流程
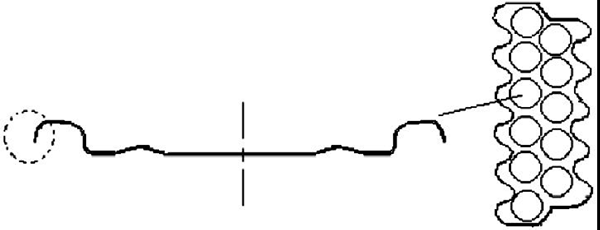
圆边工序由圆边机完成,主要工作部件是具有相同沟槽结构的内模和外模,其截面的尺寸如图2所示,结合图3的圆边工艺过程,外模固定不动,内模安装在转盘上高速旋转。当盖子冲制成型后进入圆边机的入口时,盖子的边缘随即被夹持在内外沟槽中,由托盘托住,经旋转的内模槽摩擦,向相反方向自转,并绕内模公转至出口处。其中,外模沟槽可分为AB和BC两个工作段, 由A至B,外模沟槽到内模圆心O的距离不断减小,符合(1)式的阿基米德螺线变化,由B至C,则与圆心O的距离保持不变,托盘的作用是保证盖子在圆边过程中不会发生弯曲变形。
r(θ)=a-b(θ) (1)
其中:θ——极角,表示旋转的角度,θ∈[0,180] ;
a——外模沟槽圆心OB至内模所在圆心轴线O1O2的距离,a=277.0;
b——阿基米德螺旋线系数,为b=0.0127。
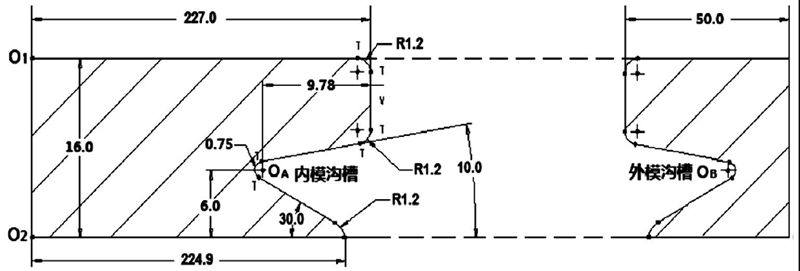
图2 内外模具的槽型结构图
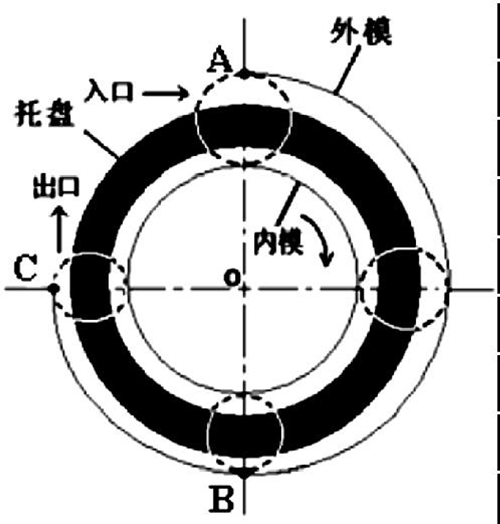
图3 盖子的圆边过程
1.2 底盖结构、材料参数及边界条件的设定
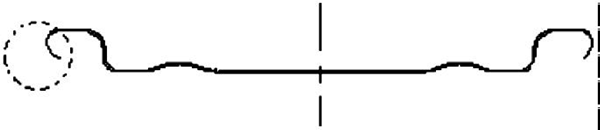
底盖材料使用马口铁,材料厚度为0.12mm,底盖冲制成型后的结构和尺寸如图4所示,其中钩边下方端部与盖子底面的距离以L表示。当L的取值较大时,则相应的钩边尺寸将随之减小,本文在模拟时,L 取值为别为1.27mm、1.39mm和1.51mm,以此为基础进行圆边模拟,进而研究钩边尺寸变化对起皱的影响。模拟中用到的材料参数如表1所示,包含了马口铁的密度、屈服强度、抗拉强度、泊松比及弹性模量,均为实测结果。内外模具及托盘均设定为刚体,其中内模的转速为7转/秒,盖子为可变形体,进入圆边机入口的初速度为5m/s,网格划分采用六面体单元,设定底盖边缘与模具接触的摩擦系数为0.15(表1)。
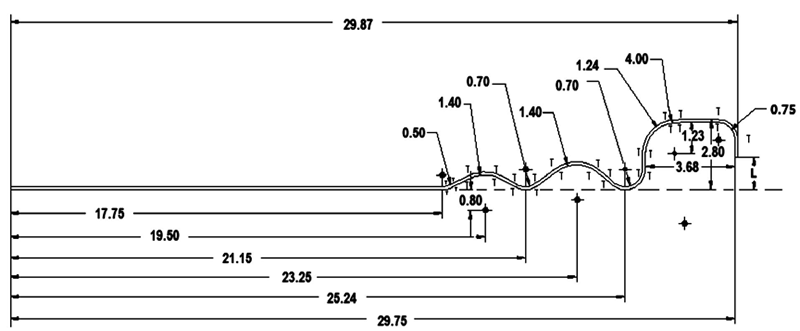
图4 冲制成型后盖子的结构图
表1 材料的参数
| 名称 |
密度
(g/cm3) |
屈服强度
(MPa) |
抗拉强度
(MPa) |
泊松比 |
弹性模量
(GPa) |
马口铁 |
7.8 |
550.99 |
557.27 |
0.3 |
210 |
2 结果与分析
图5是底盖圆边后的计算机模拟结果,可以看出,当冲制成型的盖子钩边尺寸较大(图5a中L=1.27mm)时,圆边后整个盖子的钩边将出现严重的起皱现象,这与实际圆边的结果相一致,起皱严重的盖子难以满足后续的卷封工序要求,必须作为废品处理。减小底盖的钩边尺寸,其圆边的模拟结果则分别如图5b(L=1.39mm)和图5c(L=1.51mm)所示,对比图5a的模拟结果不难发现,随着钩边尺寸的逐渐减小,盖子圆边起皱的程度也将逐渐减轻,粗略统计得出,起皱部位的面积分别约占整个盖子钩边面积的35%和4%。
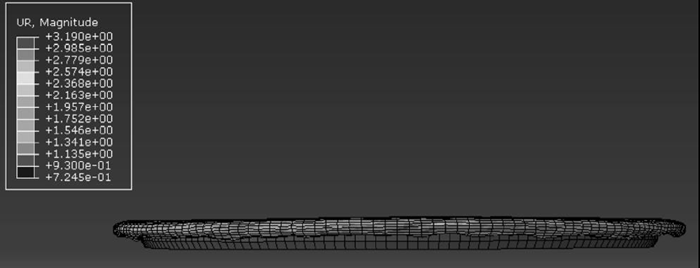
(a)L=1.27mm
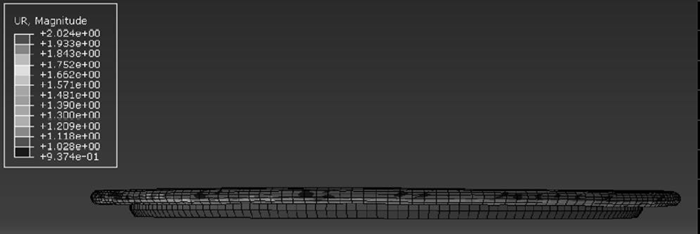
(b)L=1.39mm
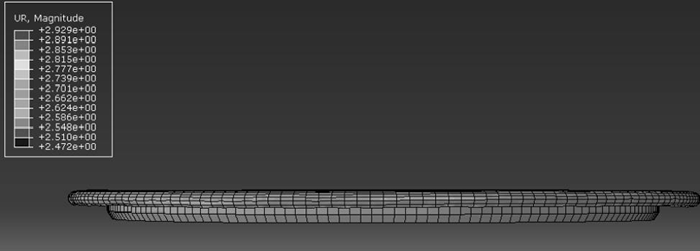
(c)L=1.51mm
图5 盖子的圆边模拟结果
盖子的圆边过程实质是钩边不断向内弯曲的过程,结合图4盖子的钩边结构不难得出,圆边过程中,发生变形的部位将从钩边下方的端部(以下简称钩端)开始,逐渐向上延伸到整个钩边,对整个底盖来说,则意味着钩边各个部位所在的直径都将不断减小。根据金属塑性变形的基本理论可知,金属薄板变形超过成形极限时,就会发生失稳而起皱。因此为避免起皱现象的发生,需要钩边部位的材料在圆边过程中具有良好的塑性变形能力。本文中用于制造底盖的板材厚度仅为0.12mm,远小于目前常用的0.16mm-0.20mm厚度的板材,所以为了满足底盖的强度要求,采用的是二次冷轧工艺[19-20]进行生产,虽然板材的强度满足了使用需求,但材料的塑性却大大降低,而且由于板材太薄,在受到外力作用时更加容易失稳。因此,较低的塑性和过薄的板材尺寸是底盖钩边部位圆边过程中容易出现起皱的关键原因。当钩边的尺寸减小时,在同样的圆边工艺参数下,虽然圆边过程中钩边部位的直径也将随之减小,但相较钩边尺寸较大的情形而言,其钩端部位所在的直径将更大。通过分析不难得出,钩边尺寸越大,盖子圆边后钩端部位的直径就越小,相应的整个钩边累积的塑性变形量就越大,在向内弯曲的过程中,钩端部位作为自由端,随着钩边尺寸的增加,其协调邻近区域变形的能力会越来越差,容易阻碍材料的流动,以致最终形成褶皱。而减小钩边尺寸,则直接降低了钩边整体的塑性变形量,使得钩端部位及邻近区域的材料的流动性和钩边整体的协调变形能力得到提高,进而减轻了底盖圆边后的起皱程度。
值得注意的是,一方面,盖子的圆边工序涉及到复杂的工艺流程,除了钩边尺寸外,模具的槽形曲线、内外模具的槽间距及盖子进入圆边机的初速度等,都对圆边的结果具有重要的影响;另一方面,合适的钩边尺寸对合理制定盖子的冲制落料尺寸具有重要的参考依据和实际意义。本工作重点探讨了钩边尺寸这一关键参数,对于其它因素以及其交互作用对圆边起皱的影响,将在后续研究中进一步展开。
结语
(1)钩边尺寸对底盖圆边的结果具有重要的影响。随着钩边尺寸的减小,底盖圆边后的起皱程度将不断减轻。
(2)钩边尺寸较大时,钩边向内弯曲过程中累积的塑性变形量大,钩边端部及其邻近区域协调变形的能力也较差,因此严重阻碍了钩边材料的流动,使得钩边部位容易起皱。而较小的钩边尺寸,则由于钩边端部及邻近区域材料的流动性有所提高,进而圆边后的起皱程度得到减轻。
|

