|
钢桶螺纹盖机器人旋紧控制系统
文/徐超
摘要:为了解决人工操作或机械半自动化旋紧钢桶螺纹盖所带来的弊端,提出采用工业机械臂对其进行自动旋紧。运用EtherCAT总线技术,通过CoDeSys开发软件,设计开发了一种机器人旋紧控制系统,使得机器人可以对钢桶螺纹盖进行自动抓取、定位和旋紧,完成相应的工序。该设计实现了钢桶螺纹盖旋紧的自动化生产,提高了生产效率和加工质量。
关键词:包装钢桶;螺纹盖;EtherCAT总线技术;工业机械臂
20世纪70年代以来,现代制桶工业进入快速发展时期,包装用途的钢桶需求量更是日益增加,因此实现自动化生产是钢桶产业的发展趋势。目前国际上发达国家已初步实现钢桶生产的自动化,但国内的钢桶生产线还未达到先进的自动化水平。在钢桶的生产中,螺纹盖的旋紧直接关系到钢桶整体封闭性,是生产流水线中至关重要的一道工序;而大部分国内公司的生产流水线上该工序依然处于人工操作或机械半自动化的加工方式,不但严重影响了整个流水线的生产效率,而且难以保证产品质量。针对这一问题,本文提出以机械臂代替人工旋紧的方式,实现螺纹盖旋紧的自动化,从而提高整体的生产效率和加工质量。钢桶螺纹盖机器人不仅要适应不同容积钢桶的螺纹盖自动抓取、自动旋紧,而且要求装夹螺纹盖方便,旋紧速度快,满足生产线对螺纹盖旋紧的速度要求。本文主要针对钢桶流水线螺纹盖旋紧的实际生产要求,结合机器臂本体提出一种机器人自动定位旋紧控制系统。
1 钢桶螺纹盖旋紧需求分析
钢桶螺纹盖旋紧是钢桶生产过程中必不可少的工序,具体工序为:①抓取螺纹盖;②将螺纹盖放置在钢桶桶盖对应位置;③旋紧。
本文提出采用机器人来实现以上工序,从而实现钢桶的连续、高效自动化生产,满足企业的生产要求。根据工艺要求,采用工业六轴机械臂加专用的末端执行器方案来完成螺纹盖抓取、旋紧的相关动作,其流程如图1所示。
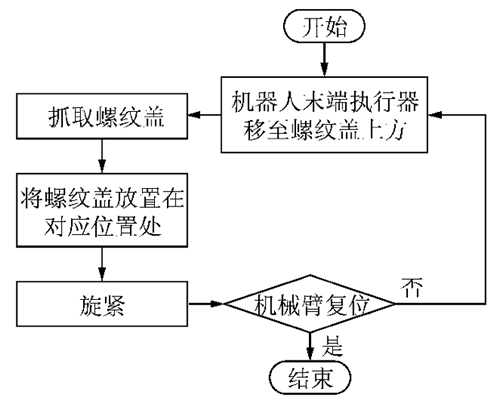
图1 机械臂动作流程
由于桶盖上需要旋紧不同大小的2个螺纹盖,故选用2个机械臂同时工作,以提高生产效率。钢桶桶盖及螺纹盖如图2所示。每个机械臂的动作过程相同,其整体方案如图3所示。

图2 钢桶桶盖及螺纹盖
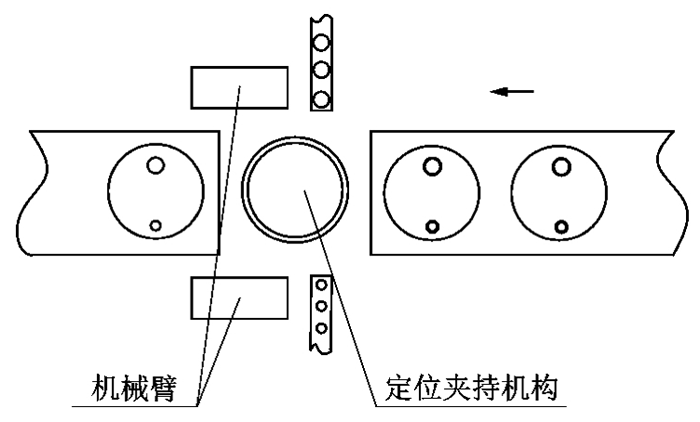
图3 整体流水线简图
2 机器人控制系统总体方案
2.1 机器人结构方案
根据工序要求,机械臂可选用六自由度关节机器人,考虑到现有的机器人系统通常不具备开放性,而开放式控制系统是目前国际上控制系统的发展趋势,所以本文在选购本体的基础上自行开发控制系统。
根据钢桶桶径的大小和实际流水线的空间布局,由相关计算可得,所需机械臂的臂展为500mm。经过比较分析,最终选用国产品牌埃夫特机械臂,具体型号为ER3A-C60,如图4(a)所示,最大臂展为630mm,高度为732mm,满足生产要求。该机器人的6个关节均为转动关节,其中一、四、六关节做回转运动,二、三、五关节做俯仰运动,因本体电机为多摩川系列电机,本文选用支持EtherCAT的固高GTHD系列驱动器,如图4(b)所示。该驱动器为新一代高性能处理器,其功率范围为100~3000kW,支持各种不同的应用和要求,可靠性高。

图4 机器人本体和驱动器
2.2 控制系统的硬件结构设计
控制系统由工控机、示教盒、支持EtherCAT通信的伺服驱动器、伺服电机、带总线耦合的I/O模块和机械本体组成,其中工业PC搭载CoDeSys软件作为整个机器人控制系统硬件体系结构的核心部分,负责整个工作过程中的控制算法、实时操作、机器人各个关节电机的运动控制、核心插补、生成文件代码以及信号采集与处理等功能。示教再现、语言编辑、状态显示等人机交互功能通过示教盒完成。
工业PC通过EtherCAT总线与伺服驱动器进行连接通信,并采用一主多从的控制模式和线性串行拓扑网络结构来搭建机器人运动控制系统。整体结构如图5所示。
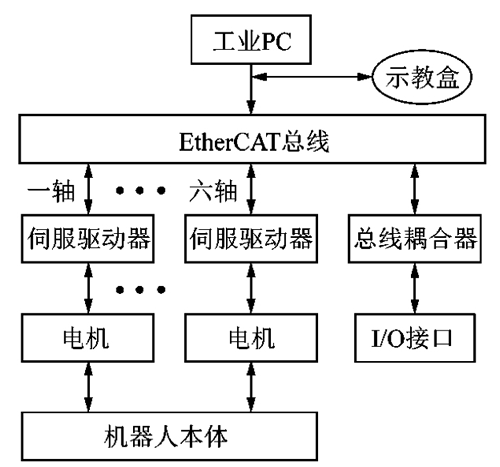
图5 硬件体系结构
通信主站采用安装有CoDeSys的嵌入式工控机,从站为带有EtherCAT通信接口的伺服驱动器和带有总线耦合的I/O扩展模块,主站与从站,从站与从站之间通过EtherCAT总线进行通信。
机器人控制系统采用工业PC搭载CoDeSys软件为控制核心的方式与传统运动控制卡的方式相比,既节省了运动控制卡的硬件成本,又使得系统具有非常强的开放性,便于根据不同的控制情况进行相应的修改,使得整个控制系统的扩展性增强。
2.3 控制系统的软件设计
控制系统的软件设计是整个控制系统的核心,CoDeSys基于PC承担了整个控制系统的主要任务,根据钢桶流水线的实际生产要求,对于工业机器人采用模块化控制方式,从而使得整个系统的扩展性和通用性得到提高,主要包括运动控制模块、文件管理模块、示教模块、I/O处理模块和通信模块等,软件结构如图6所示。
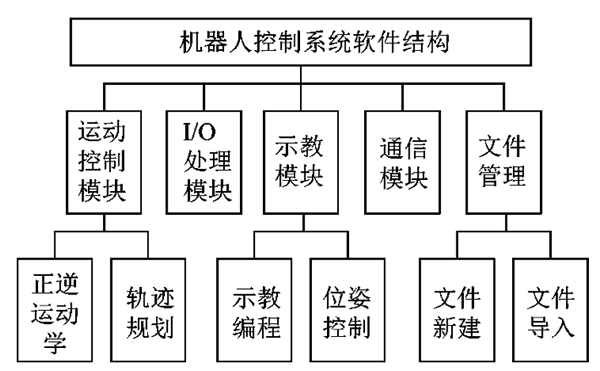
图6 软件结构图
控制系统采用德国3S公司开发的CoDeSys编程系统,在Windows7操作系统下,采用C++语言进行编制的,并将编制好的程序在CoDeSys上以动态链接库的形式进行调用,并下载到装有WinCE的嵌入式工控机上运行。系统运行流程如图7所示。
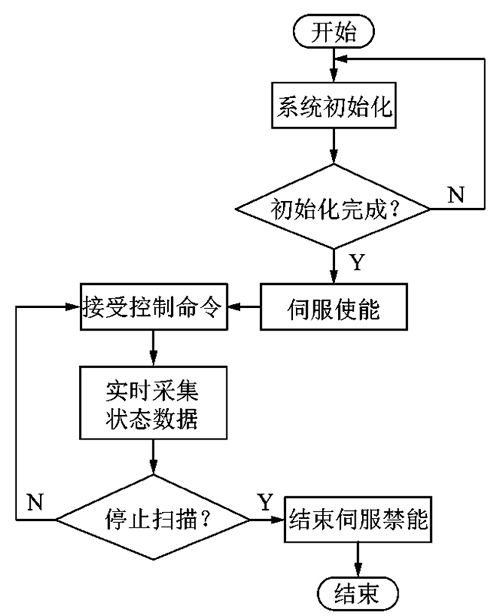
图7 系统运行流程图
2.4 伺服驱动系统
伺服系统是整个控制系统的执行部分,是控制系统与轴关节的传动纽带,其性能的好坏直接影响机器人的运动特性和工作能力,伺服电机的性能直接影响整个机器人精度。根据实际生产要求,本文控制系统采用半闭环伺服结构,如图8所示。
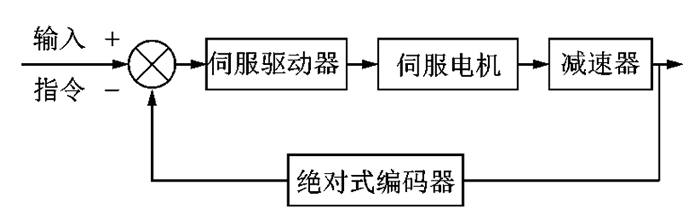
图8 半闭环伺服系统结构原理图
控制算法采用计算机数字控制方式,通过PID数字控制器对其进行控制;PID控制兼有比例、积分和微分3种基本控制规律的优点,可使系统的稳态和动态性能都得到相应的改善。
2.5 定位旋紧系统
机器人的末端执行装置由真空吸盘和旋紧机构组成,如图9所示。
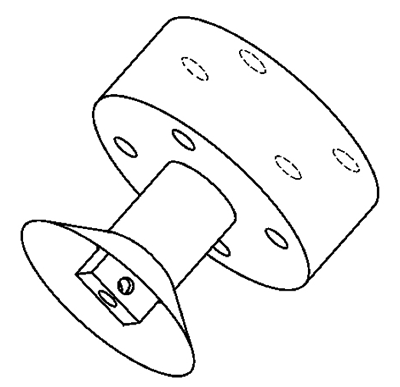
图9 钢桶螺纹盖机器人末端执行器
吸盘主要负责螺纹盖的抓取,旋紧装置就是将螺纹盖旋紧。
本文通过示教再现的方式对机器人的动作过程进行编程;当检测到待旋紧螺纹盖到达传送带指定位置时,机械臂开始运动,完成程序规定的相应动作。
钢桶的定位由钢桶夹持机构完成,当钢桶到达旋紧工位时,定位装置动作,保证钢桶螺纹口位于确定的位置上,并告知机械臂进行旋紧,从而避免旋紧过程中可能出现的错位现象。
3 结语
文中根据实际生产的要求开发设计了一种钢桶螺纹盖机器人自动定位旋紧控制系统,解决了人工或机械半自动化旋紧钢桶螺纹盖效率低下的问题。采用EtherCAT实时工业以太网技术,并以嵌入CoDeSys的工控机作为整个控制系统硬件体系的核心,通过示教编程的方式实现生产要求,完成钢桶螺纹盖的抓取和旋紧过程,最后通过实验,验证控制系统的实用性和正确性。
采用机器人代替人工作业,可以更好地保证产品质量,提高生产效率,同时避免了大量的工伤事故,对于工业的发展具有深远的意义,同时机器人本身也具有广阔的发展前景。
参考文献:
[1] 杨文亮.中国钢桶包装工业的发展[N].中国包装报,2010-07-23(2).
[2] 辛巧娟.我国食品和农产品出口包装桶的现状与要求[J].中国包装工业,2011(4):30—33.
[3 ]杨文亮,辛巧娟.金属包装容器-钢桶制造技术[M].北京:印刷工业出版社,2007.
[4] 杨文亮.中国钢桶包装行业的现状和发展[C]//2006年世界包装大会论文集,2006:99—101.
|

