|
水性漆对钢桶烘房的要求
文/胡玉兵

江苏华宇印涂设备集团有限公司·胡玉兵
一、水性漆的烘烤温度和时间要求
水性漆烘烤工艺温度和时间与有机漆有数区别,有机漆的稀释剂为甲醛、三笨、醇、酮、脂、烷等有机物,它一旦接触高温,就迅速挥发,而且挥发的比较快。而水性漆的稀释剂以水为介质,它一旦接触高温,水蒸气逐渐开始挥发,在某个温度点的挥发量都不一样,挥发的相当缓慢。
行业里通常把烘烤时间认为是从进烘道到出烘道的时间,对升温区、恒温区、降温区没有这个概念,对恒温区的要求不讲究。而实际上烘干炉的烘干时间应该有升温区、恒温区和降温区的三个阶段组成,而最有效的、最致命的、最能满足烘干工艺温度要求的是恒温区。
根据外涂有机漆的工艺温度和烘干时间一般都为150~180℃,15min,它们的三个温区应该要保证升温区5~6min,恒温区8min,降温区1~2min。内涂有机漆的工艺烘干时间一般都,250~280℃,20min,它们的三个温区应该要保证升温区7~8min,恒温区10min,降温区2~3min。图1图2分别为符合外涂和内涂条件完美温度控制曲线图。
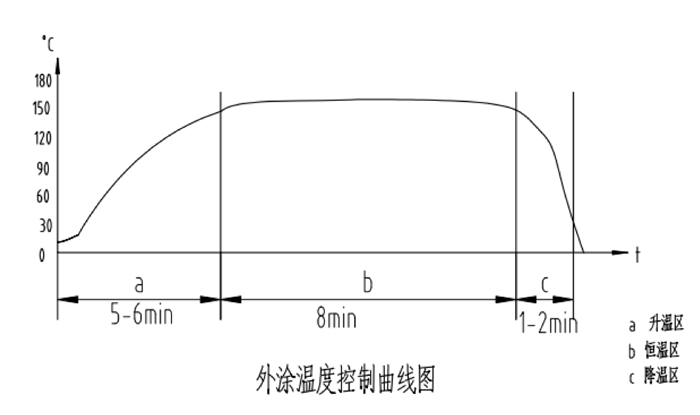
图1
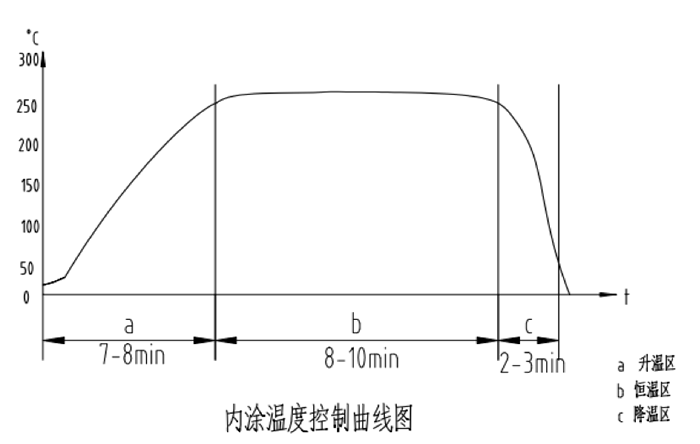
图2
喷水性漆就不是那么简单了,最好首先将钢桶本身加热到70~80℃,这对于分色和水漆不流挂有明显的效果。水性漆的工艺温度与烘干时间和有机漆有很大的差异,一般都从低温缓慢到高温,总的烘烤时间也是15min,它们有五个温区,与有机漆有明显的区别。从室温到90℃的升温时间为1~2min, 90~ 110℃的水汽挥发时间4min左右,110~ 150℃再升温时间为1~2min,固化恒温区7min,降温区1min左右。图3为符合水性漆外涂条件完美温度控制曲线图。
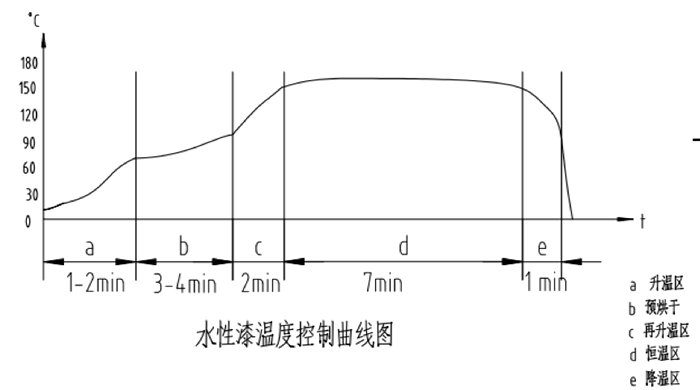
图3
二、钢桶烘烤温度的均匀性要求
水性漆和有机漆对烘烤温度的均匀性要求也是非常重要的,一个完美的钢桶,必须是色泽鲜艳、附着力强、无色差、无剥落。但是由什么条件来保证呢?除了钢桶表面清洁外,一个最根本的原因是温度均匀性控制。恒温区时间内温度均匀性指标控制在≤±3℃(不得>±4℃);烘烤的温度波动度应≤±3℃(不得>±4℃)。
要做到这个要求是有一定难度的,这对烘房设备提出了很高的要求。图4、图5为合格完美的温度曲线图。
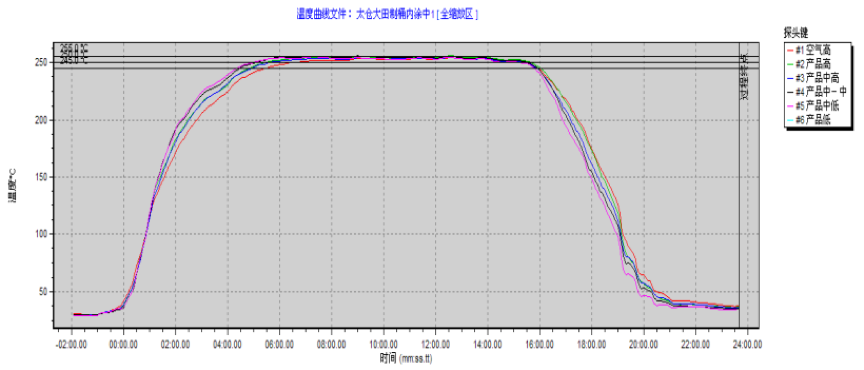
图4
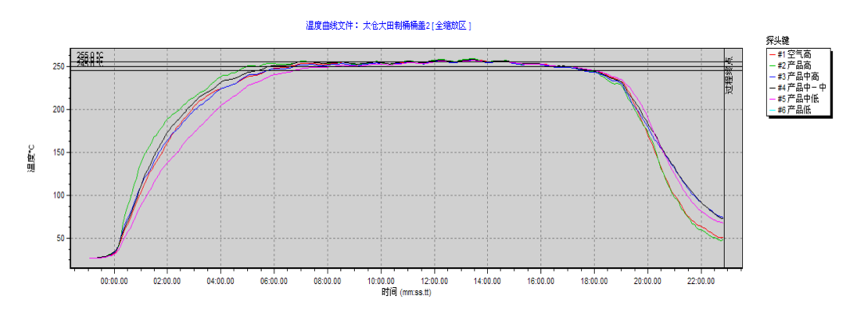
图5
三、温度曲线测试方法
不管是双排桶烘烤还是三排桶烘烤,测温方法都一样。测试应该在烘房达到工艺温度要求后,烘道满载的工况下进行。在一个钢桶上的左、右、上、中、下表面设置六个测温点(见图6、图7)
图6
用六点炉温跟踪仪的六个热电阻紧帖在钢桶的表面的六个测温点上,(见图7)打开电脑,接通电源,将钢桶放在满载的烘道前分配装置上,随着烘房输送链条一起运行。当钢桶经过烘道的五个温区和冷却段后,人工取出钢桶和六个热电阻,这时电脑已经录入六个测温点温度曲线,随后输出或读取。六根温度曲线将会显示六个测温点在这个烘道内任何一个截面上的温度。

图7
四、温度曲线控制调整方法
目前国内有很多钢桶烘房生产企业,每个企业的产品结构都不一样。调整方法也都不一样。有燃煤的、有燃油的、有燃气的、有电加热的,结构上有盘管铺设烘道内的、有上吹风上回风的、有侧吹风上回风的等等,各有各的特点。我相信,任何一台烤漆烘房,每个吹风口的风速和风压必须一致,要有合理的热空气大循环和小循环系统,要有烘道上、下、左、右、前、后调整风量风压系统,才能保证烘道温度均匀一致。
根据我们的产品结构以及我们掌握的一些技术,简单介绍一些我们对烘房温度曲线控制调整方法:
1、首先测试左右风口的风速、风压是否一致;当发现左右风速、风压不一致,调整左右风口开度,同时调整左右送风道的风量分配。
2、根据输出的六根温度曲线,检测到烘道恒温区温度不均匀,超过±3℃。首先调整烘道内每个风口的开度,然后调整回风系统的开度和位置。
3、如果检测到烘房恒温区长度不够,达不到规定的恒温时间。那么就调整送风道的前后送风量,将风量尽量向烘房前后两端输送。
4、如果检测到烘道左右温度不均匀,那么调整左右送风道的送风量,将风量尽量向温度低的一侧输送。
5、如果钢桶上中下温度不均匀,超过±3℃,首先检测烘房送风口的风压、风速,如果达不到4m/s,则必须调整循环风机的转速。
总之,温度曲线控制的调整方法,不完全按照以上方法调整,也可以根据工况进行调整。也有可能还有更好的方法解决。
五、钢桶水性漆烘房特别注意的几个问题
1、热风吹嘴直接吹在钢桶上
烘房热风吹嘴绝对不可以直接吹在钢桶上。避免钢桶表面涂料涂层不均匀、流平性差、涂料烤焦、色差等。
2、烘房各阶段没有调风系统
烘道上、下、左、右、前、后无法调整风量、风压,要达到理想的温度控制精度和理想的温度曲线同样是不现实的。如果没有理想的温度控制精度和理想的温度曲线,可以想象,您烘烤出来的钢桶温度肯定不均匀、光泽度差、附着力差、有色变。
3、烘道内部材料的选择
因为水性漆的稀释剂为水,钢桶经高温烘烤后形成水蒸气蒸发,冷凝后为水,烘房内壁长时间在水汽中工作,冷凝后的水存积在壁板上,用普通的冷轧板很容易生锈,因为烘道内壁是不允许涂油漆的,一旦涂了油漆,油漆长时间在高温下烘烤,油漆将会产生剥落现象。建议烘道内壁板采用镀锌板、或镀铝板材料。
|

