|
把手弯曲模具一次成形的开发应用
文/冯建华
在钣金产品中,把手是经常使用的。但把手的生产过程颇为繁琐,一般采用弯管机弯曲,然后打压折弯成形的方式加工生产。这种生产方式具有生产效率低、弯曲质量差的缺点,直接影响公司产品质量和质量效益的提高。因此,我们设计生产了一次成形的把手弯曲模具。
一、产品分析
把手零件图如图1所示,典型的钢管弯曲件。
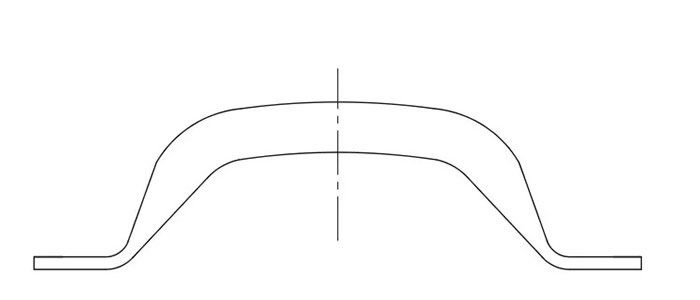
图1 把手零件图
在原来的生产中,我们采用图2的生产工序(型材下料→弯管机中间两次弯曲→两端两次打扁→两端两次折弯成形),此生产工艺费时费力,且产品质量难以保证。因而设计了新的压制模具。
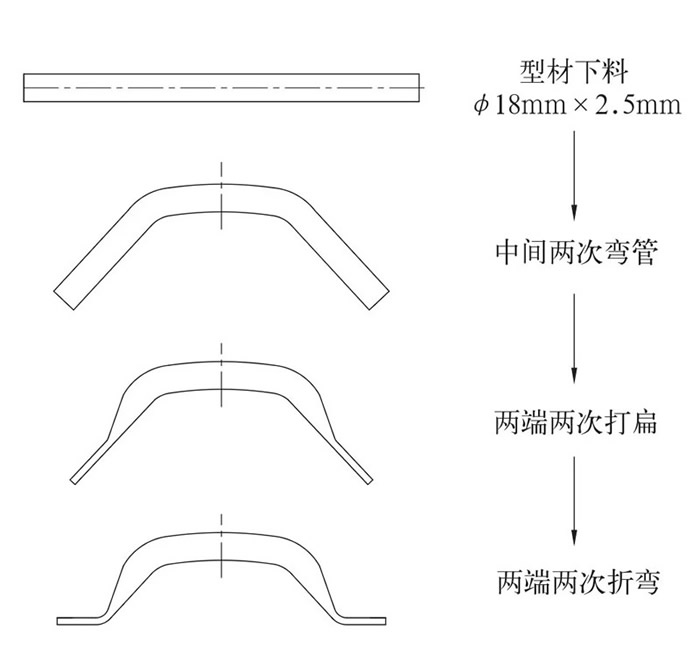
图2 传统生产工艺
二、模具结构及工作原理
1、结构
根据把手的弯形特点,设计了图3,4的弯曲模具结构。模具分为上模和下模,上下模接合面是带R槽的两平面,其尺寸根据钢管尺寸设计。两侧滚动轴由四只轴承固定,同时两侧块上平面与两轴上母线平齐。

图3 模具实物图
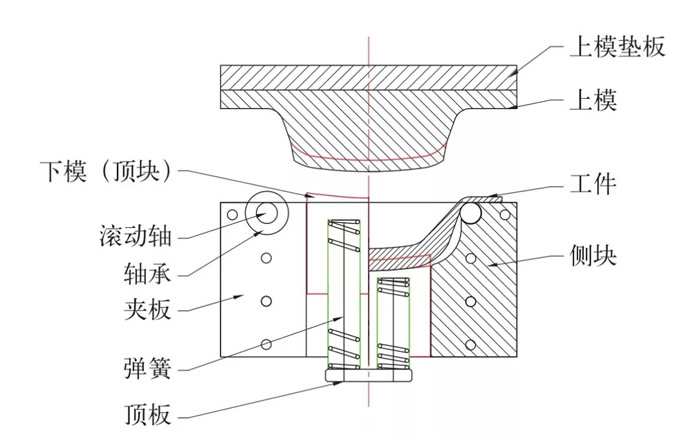
图4 模具图纸
2、工作原理
将模具安装在液压机上固定,然后把钢管放置在下模R槽中,开动液压机,上模逐渐下行,钢管在上模的压紧力及下模顶力的共同作用下缓缓下行。通过两侧滚轮移动逐渐变形,在下模到底的同时,上模两肩与下模两侧块也压紧管料两端,随后上模逐渐上移,下模在弹簧的作用下将工件顶起,原先需要六道工序才能完成的制作现在一次成形(图5)。

图5 一次成形
三、设计要点
⑴ 上下模和滚轮采用T10A钢,热处理达到标准硬度。
⑵ 滚轮轴和滚轮座之间为间隙配合,保证滚轮能灵活旋转。
⑶ 注意上模内外R角的大小,保证图纸要求。
四、结束语
此模具已成功用于产品的生产制造,效果非常好。有效地解决了之前工序繁多、劳动强度大等难题,还提高了工作效率和产品质量。
|

