|
真空氦检技术在钢桶气密性检测中的应用
文/李洲洋

李洲洋先生在2018年钢桶行业大会上演讲
一、漏率的含义
漏率的概念及单位:漏率也叫漏气速率,是指处于压差下的气体,在单位时间内通过漏孔流向低压端的气体量。
Q=Δ(P·V)/ΔT
常用的漏率单位:毫巴·升/秒 mbar·l/s;帕·立方米/秒 pa·m³/s。
二、几种工业上最常用的气体检漏方法
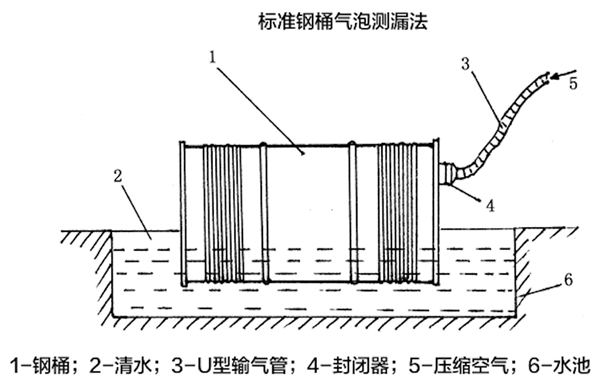
1、水泡法
这是钢桶标准的测漏试验方法。这种方法只适用于钢桶的型式检验,不适合钢桶的在线检测,因为检测时间长、效率低、劳动强度大、可靠性低。
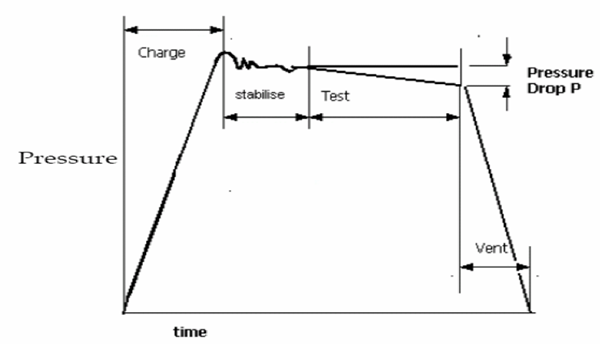
2、正压压降法
向被检工件充入一定压力的气体,稳压一段时间,如果工件上有漏孔,气体会从漏孔漏出,工件内的压力会下降,用压力传感器检测工件内的压力变化ΔP,工件漏率大小:
ql=(Δp/t)·V
正压压降法-特点及应用:
优点:提供清晰的检测结果;干式检测;设备成本相对便宜;检测过程的操作不依赖与操作者的经验。
缺点:灵敏度受温度/压力/体积的影响;检测大工件或灵敏度高的工件时间较长;不能确定漏孔的位置。
3、示踪气体法
工作原理:向待检工件内充入具有某种特殊物理化学性质的气体作为示踪气体。使用对示踪气体敏感的仪器测量工件内示踪气体的逸出量。
选择氦气作为示踪气体:用氦气作示踪气体的质谱检漏仪,是示踪气体检漏中灵敏度最高,使用最普遍的一种检漏仪器。
(1)He是一种标准元素,原子质量数为4,在质谱室内能与相邻物质很好的分离
(2)空气中He的本底浓度非常低-5ppm,使得本底噪声信号小.
(3)无毒,非可燃性气体。
(4)惰性气体,不易发生化学反应。
(5)氦气可以存储在各种尺寸的圆筒容器内,并且最高纯度能够满足最为苛刻的医用要求。
三、氦质谱检漏仪工作原理
氦质谱检漏仪是根据质谱学原理,用氦气作探索气体制成的气密性检测仪器。其质谱原理如下图所示:
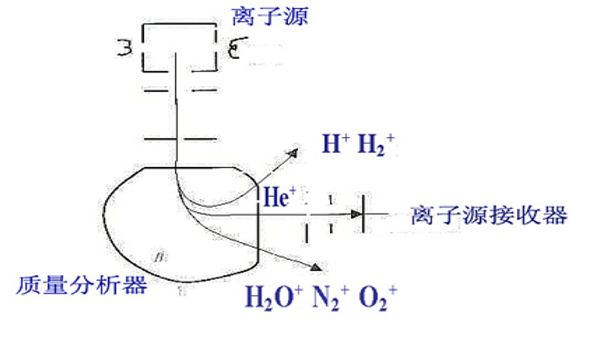
灯丝热发射出来的电子经加速进入电离室,在电离室内与残余气体分子和经被检件漏孔进入电离室的氦气相互碰撞使其电离成正离子,这些离子在加速电场作用下进入磁场,由于受到磁场力(洛伦兹力)的作用产生偏转,形成圆弧形轨道。
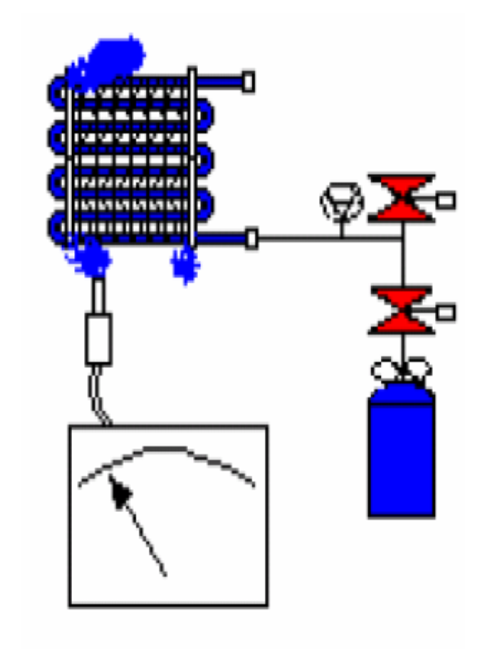
1、吸枪法检测逃逸氦气
(1)工作原理:工件抽空,然后将工件内充入氦气;用吸枪寻找漏孔的位置;回收氦气。
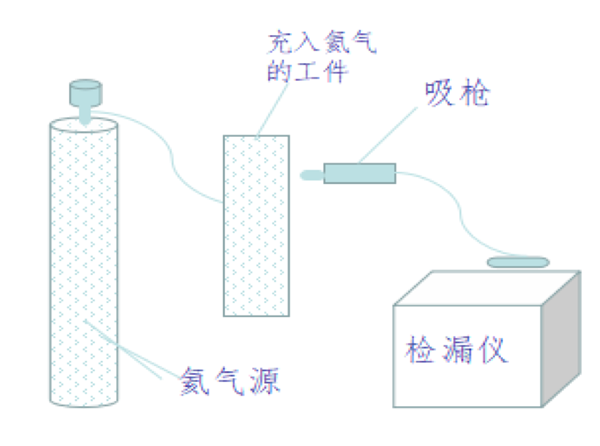
主要优点:可以很好的检测到漏点的位置,且易于操作。
(2)吸枪法检测的特点
优点:能够发现较小的漏孔;能够判断漏点的位置;能够用于检测大的组装件干式检测;设备成本相对便宜。
缺点:检测过程中依赖操作者的经验;检测效率低。
(3)吸枪累计吸入法
充氦后累计开始,若工件有漏,则漏入罩内的氦使罩内的氦气浓度增加,通过吸枪判断工件是否有漏。
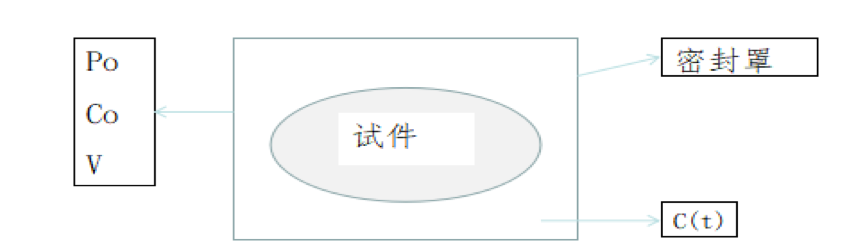
C(t)=C0+Q·t/P0V
优点:总漏率检测,可靠,相对成本低。
2、真空箱法氦质谱检测原理
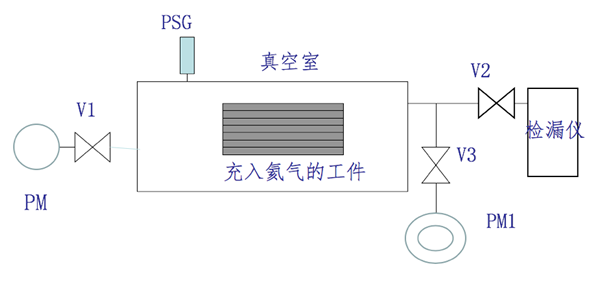
真空箱法检测特点
优点:灵敏度高;检测结果明确;自动检测,不依赖操作者经验;干式检测;节拍快,技术成熟。
缺点:初始成本投入高;在正常的检测循环中不能确定漏孔位置。
3、标准漏孔的概念及作用
标准漏孔的概念:
(1)标准漏孔是一个在给定条件下能向真空系统内提供已知的气体流量的装置;
(2)标准漏孔是用来校准检漏仪的灵敏度和标定检出漏孔的大小的一种装置;
(3)标准漏孔与检漏仪的关系:如果把检漏仪看成是天平,则标准漏孔就是砝码。
标准漏孔在真空箱法氦质谱检测中的应用:
(1)用于检漏仪校准;
(2)用于系统校准以及系统灵敏度变化的日常检查。
四、钢桶真空箱检测系统介绍
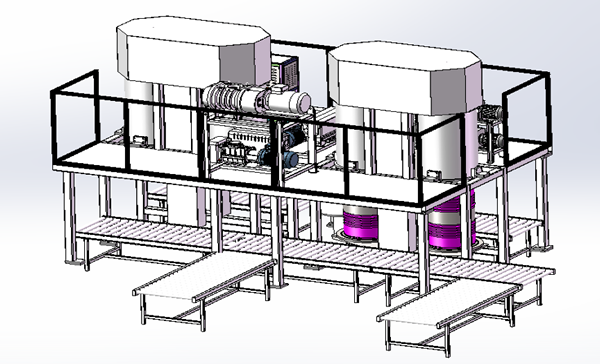
钢桶氦质谱检测结构示意图
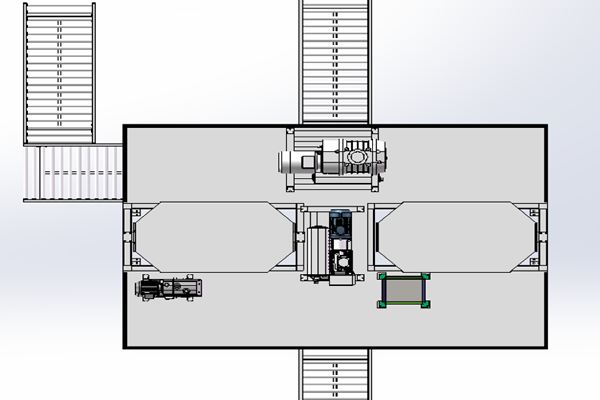
钢桶检测效果图
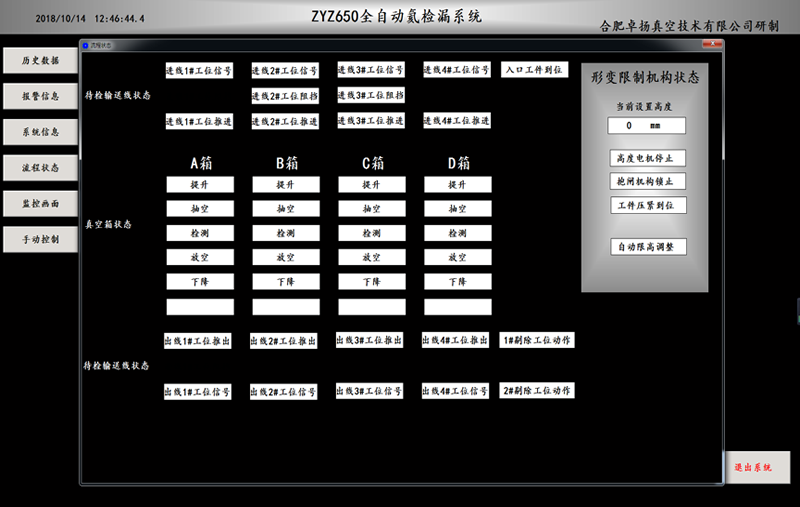
钢桶检测操作界面
1、特点
(1)干式检漏
(2)传送机构,提升机构,不合格件分拣机构的可靠性
(3)检测结果准确,高效
(4)传送机构确保工件自动运送至待检工位并自动定位
(5)特殊的真空箱底盘设计确保钢桶在检测过程中不产生形变
(6)特殊的真空箱顶部压紧机构确保工件在检测过程中不产生形变及压痕
(7)真空系统设计可靠,抽速快,低本底,氦质谱检测时间充足
(8)检测结束后,工件自动移出待检工位
2、钢桶检测的关键技术参数
(1)工件外形尺寸
(2)真空箱内腔尺寸
(3)检测工位数
(4)检测节拍
(5)检测精度
(6)数据存储
3、钢桶真空检测系统部分单元介绍
(1)真空箱部分由真空箱、真空泵组、真空测量装置、电磁阀、开箱装置及不锈钢管道等组成。
(2)真空箱为不锈钢材质,其内表面在加工后经抛光和清洗处理,保证了良好的本底和极少的藏气,提高了真空箱的抽速。
(3)主抽真空系统采用爱德华真空机组,性能稳定可靠。
(4)真空测量装置采用莱宝公司真空测量计,电磁阀采用德国或日本品牌,测量和控制精确,稳定可靠。
(5)密封措施可靠,确保静态密封及动态密封的可靠性和可维护性。
4、钢桶真空检测系统
(1)传送装置能将工件准确运送至指定位置;
(2)提升机构运行安全、快速、平稳;
(3)真空箱底盘及顶部限位机构确保钢桶在检漏过程中不变形且无压痕;
(4)工件进入真空箱后,底盘与真空箱自动密封,防坠落装置自动打开,检漏程序自动进行;
(5)当真空箱出现提示大漏时,设备自动启动清氦功能;
(6)检测完成后,已检产品自动取出,同时待检产品自动送至检测位;
(7)氦检合格产品自动流向合格线,不合格产品自动分拣并流向指定位置;
(8)系统具有校准功能,可对设备自动校验。
5、操作方法及功能说明
(1)由于钢桶不能承受较高压力,因此直接采取向桶内充入一定量氦气的方法;
(2)充入氦气的钢桶随流水线进入指定位置,再由传送机构送至待检工位;
(3)检测结果分辨明确,合格件/不合格件准确流向相应位置;
(4)工艺要求设定漏率、检测时间、检测压力、报警值等不影响设备运行的操作参数(在人机界面上通过密码设定);
(5)具有可靠的连锁、保护功能、保护装置动作时装置全部停止并报警提示;
(6)具有故障统计及提示功能;
(7)具有自动清氦功能,检漏精度和重复性可靠;
(8)设备具有密码保护功能,防止无关人员修改参数或手动操作。

系统操作界面1
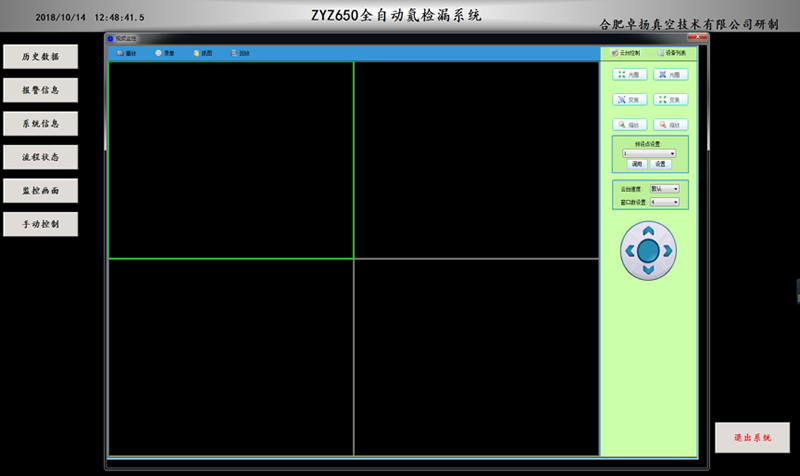
系统操作界面2
6、真空箱部分
(1)由真空箱、泵组、真空测量装置、电磁阀、管路及各种传动机构等组成。
(2)真空箱为不锈钢的材质,内表面在加工后经抛光和清洗处理,保证了良好的本底和极少的藏气,提高了真空箱的抽速。
(3)设安全围栏,确保操作者安全。
(4)抽空系统/真空测量装置/电磁阀均采用国际知名品牌,性能稳定可靠。
7、检漏仪部分
检漏仪部分主要由氦质谱检漏仪、控制阀门及校准部分等组成。
8、电气控制部分
(1)控制系统将检漏仪、真空箱系统、流水线及传动机构等集成在一起,系统运行稳定可靠。
(2)人机界面上显示各种工作状况、通过权限设定各种信息参数。
(3)实时监控各种传感器的工作状态。
(4)实时视频监控设备状态,确保人员及工件的安全。
(5)系统自动记录、存储抽真空、充氦、氦检过程中的工件和真空箱的压力变化情况。
9、清氦系统介绍
设备具有清氦功能,当不合格品漏率值过高时,下一次检漏前,系统自动清除氦本底,确保设备不会出现氦本底过高而产生的误报。
10、系统安全性说明
具有以下安全配置,确保系统工作及操作人员的安全:
(1)真空泵组过载保护、过电流保护;
(2)氮气氦气/过压、欠压自动保护;
(3)设备安全围栏保护;
(4)真空气动阀失灵自动保护报警;
(5)各运动部件报警提示;
(6)箱门到位信号防护、确保无撞击;
(7)有操作面急停开关,维修点急停开关,有相应的安全操作指示。
11、设备外观及其他说明
(1)系统内各部件布局合理、各易损件易于拆卸、更换、方便维修;
(2)控制线路两端具有明确标号;接线排座有对应接线端子文字说明;
(3)管道走向规范、合理并有清晰的文字标识及流向标识,不杂乱交叉;
(4)各气源、电源配置总开关,且安装在易操作的位置;
(5)设备电机转向标识清楚,在裸露的传动部位加上防护罩等保护装置。
12、系统配置说明
核心配置均采用知名品牌,性能稳定可靠。
(1)抽空机组:爱德华/莱宝;
(2)传感器: 莱宝 /美国麦斯;
(3)检漏仪:一线品牌。
五、公司介绍
合肥卓扬真空技术有限公司位于皖江城市带核心城市-中国合肥,是一家专门从事真空箱氦检漏回收系统、氦检漏非标自动化设备、氦质谱检漏仪和气密性检漏仪的研发设计、生产、销售、安装为一体的年轻的新兴的现代化企业。
公司拥有一批年轻专业锐意进取的学习型研发人才队伍和成套设备装配车间。公司成立以来,以国际先进的制造标准和理念为要求,以客户需求为宗旨,以品质为保证,不断创新,积累了丰富的行业经验,研制生产的仪器设备性能稳定,处于行业领先水平。目前,我们已同国内众多知名企业达成合作,涉及领域包括电力、汽车、制冷、钢桶等。
我们提供及时持续完善的技术咨询和售后服务,全程负责设备的安装调试。如遇故障,用户报修后0.5小时内作出响应,电话或视频沟通无法解决的,24内赶至用户现场。常用配件和易损易耗件我们有充足的库存,保证您的购买无后顾之忧。此外,我们还可根据您的需要,提供更多量身定制的增值服务。
作为一个年轻的企业,未来的我们将不断革新技术,致力于拓展真空技术应用领域和服务中国制造,为广大用户提供更优的检漏技术解决方案。您的信赖是我们最大的动力!

|

