|
钢桶涂装废水如何实现零排放
佛山市南海亿林化工有限公司
文/万良华

万良华先生在2018年钢桶行业大会上演讲
一、问题的提出
钢桶涂装生产实际问题:
废水处理工程量比较大,成本较高,操作人员的专业知识要求较高,设备管理专业性强等等“门槛高”。
如何能够简单、直接、低成本地解决废水问题???
二、解决方案
解决方案:
污染源控制、前处理废水的处理方式、油漆类废水的处理方式
1、污染源控制:
主要是将重污染的前处理用料升级成轻污染用料。
A.脱脂材料-------无磷脱脂材料。
B.磷化材料-------锆化材料(无磷锂化)
C.油性漆----------水性漆
改用低污染、低固含的材料可以为实现涂装废水零排放确定第一个基本条件。减少了水处理的难度以后就可以确定废水的排放量(需处理的量),根据废水的污染成分,设计比较简单、直接,体量小的处理工艺。
重污染材料的处理情况:
| 重污染材料 |
污染情况 |
处理难度 |
脱脂材料 |
钠盐、活性剂、磷、氨氮、油污,沉渣 |
高碱度、需要大量水冲洗,去磷生化处理,工程变大,成本增加,操作复杂产生的固废多 |
磷化材料 |
磷酸、大量重金属、氟化物 |
高酸度、高磷,需要大量水冲洗,去磷生化处理。工程大,成本高,操作复杂,产生的固废多 |
油性漆 |
树脂、有机溶剂,其他 |
去粘,凝聚,去臭,除菌,去溶剂,处理工艺复杂,高成本才能实现自动化处理 |
轻污染材料的处理情况:
| 轻污染材料 |
污染情况 |
处理难度 |
无磷脱脂材料 |
钠盐、活性剂、氨、油污 |
低碱度、少量水冲洗干净,无磷,工程小型,成本降低,操作简单,产生的固废少 |
锆化材料或无磷锂化 |
少量金属材料,氟化物,稀土 |
低酸度、少量水冲洗干净,无磷,工程小型,成本降低,操作简单,产生的固废少 |
水性漆 |
树脂,乳液,活性剂,其他 |
脱色,凝聚,除菌,去水分,处理工艺简单,低成本实现自动化处理 |
2、前处理废水的处理方式
锆化系列材料产生的废水主要污染物是:COD、石油类、SS、LAS、氟化物,活性剂(不含磷和氮)。
| 废水污染项目 |
初始浓度(经验值) |
COD |
400mg/L |
SS |
300 mg/L |
石油类 |
15-100mg/L |
LAS |
70mg/L |
氟化物 |
5mg/L |
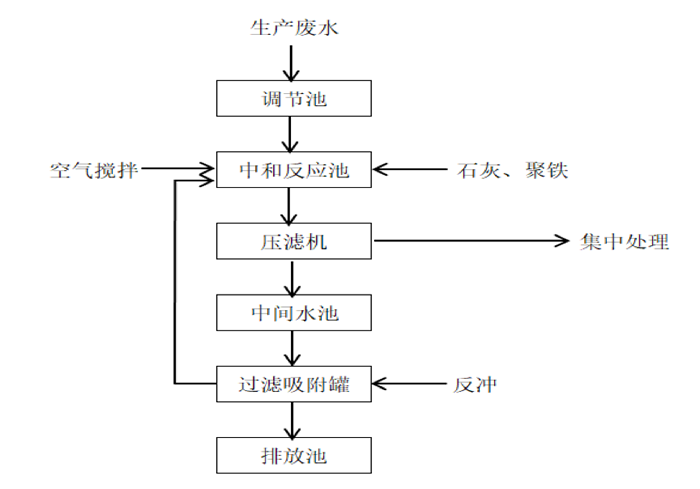
| 序号 |
各环节 |
说 明 |
1 |
调节池 |
收集生产过程中产生的废水,并均质、均量。 |
2 |
事故池 |
用于储存事故排水,提高污水处理系统的抗冲击负荷能力。 |
3 |
絮凝反应池 |
分二格,第一格投加碱,第二格投加助凝剂,使废水中的铁、树脂、助剂等污染物絮凝长大,以利于后续沉淀。 |
4 |
斜管沉淀池 |
收集絮凝反应后的出水,利用重力作用达到泥水分离,污泥进入污泥浓缩池进行浓缩处理。 |
5 |
气浮池 |
在一定的条件下,利用空压机将空气溶于水中,形成溶气水,产生大量微细气泡黏附于经过混凝处理的“矾花”上,使絮体上浮,从而快速去除水中的石油类等污染物。设有絮凝剂和助凝剂投加系统。 |
6 |
中间水池 |
收集气浮池出水,池内设液位控制系统,通过泵将废水提升至后续处理工艺。 |
7 |
多介质过滤器 |
主要去除原水中较大颗粒的悬浮杂质。内部涂层为食品级的环氧机械粉末喷涂。为提高过滤效果,本设计滤料选用精加工的滤料级石英砂、无烟煤,使用周期长,运行效果好。 |
8 |
排放水池 |
监控废水水质,达标废水按照环保要求设置规范化排污口,安装明渠流量计。不合格废水回流到调节池继续处理。 |
9 |
污泥浓缩池 |
将沉淀池内的污泥打入污泥浓缩池,通过重力作用使其中部分水分与污泥、泥渣分离。利用板框压滤机将污泥进行脱水。污泥浓缩池的上清液和板框压滤机的滤液回流至调节池中继续处理。 |





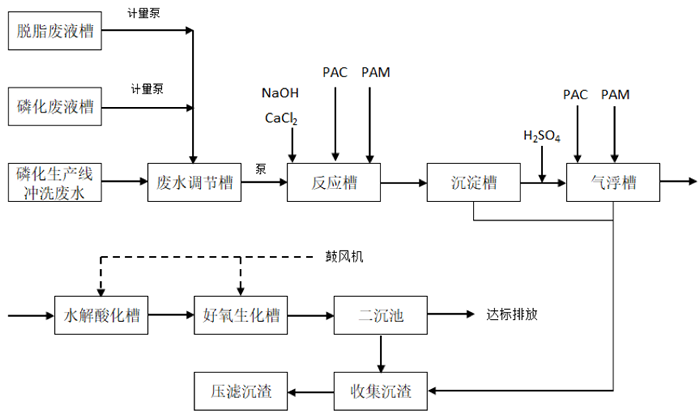
3、油漆类废水的处理方式
(1)油性漆废水(水帘柜式)处理办法
比起磷化废水污染程度更大,常规的工业污染之外,还存在有机树脂和溶剂等等的污染物。这些有机物质一般情况下不溶于水,会固化、挥发,部分溶于水的物质也无法自行降解。
所以在废水处理的工序中,首要就是先把水中的树脂类有机物先分离于水,清除掉。再进行普通废水沉降处理,最后生物降解、净化水达到排放标准。
可以理解为复合处理工艺,需要分段组合工艺及设备处理。
初级自循环处理:
工艺除漆剂A破粘→除漆剂B凝聚→除去漆渣(刮渣) →过滤→可再与前处理废水混合处理→循环使用(→生化处理→排放)
去粘,凝聚是重点。宏观目测无法确定微观(水中SS量,去粘,下沉,上浮,含水量。) ,现场操作人员的判断决定不严格执行操作方案甚至不执行,造成了整个系统的失败。


(2)水性漆废水(水帘柜式)处理办法
水性漆废水的特点:均匀溶于水,不固化,不结块,不上浮,重颜色,无刺激性气味(这点比油性漆更好)。BOD5和COD比油性漆更大。
所以在处理过程中更需要的是好的工艺和“清道夫”处理材料
目标:将树脂及色料完全快速分离出水中,并能很好地结块上浮在水面上;用不适合的一般性材料处理后的漆渣含水量大,不结块上浮,容易沉于水底,将会重新溶于水,不好清理,不易循环利用水,大大增加了零排放的难度。
漆渣含水量的大小也直接关系到废水处理成本和难度。
水性漆废水的处理工艺:
“清道夫”药剂处理→除去漆渣(刮渣)→过滤→再与前处理废水混合处理→循环使用(→生化处理→排放)
脱色,上浮是关键。这个可以目测确定脱色(水中SS量,下沉,上浮,)关系到长期运行的可靠性。造成了整个系统的失败
漆渣的含水量是重点。直接关系到处理成本,自动化提升。
良好处理的基本条件:需要一个外循环系统:
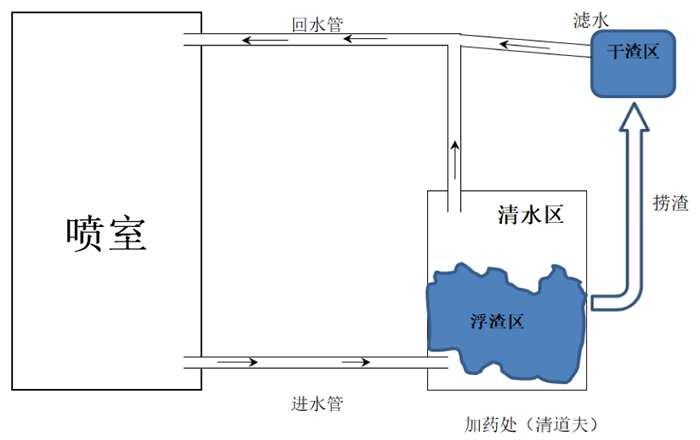



(3)油性漆水性漆共用的废水处理办法
油性漆和水性漆共用喷室、废水同槽的处理办法:需根据现场已有工况和工艺条件,适当增加处理步骤,以便匹配。
相应也会增加处理成本。
油性漆与水性漆混用废水的处理工艺:
除漆剂A破粘→除漆剂B凝聚→除去首遍漆渣(刮渣、捞渣)→清道夫处理→除去漆渣(刮渣、捞渣)→与前处理废水混合处理→循环使用(→生化处理→排放)
前期油漆的去粘,凝聚,捞取是重点。必须确定水中的油漆去粘,SS上浮不下沉。才能进入下一步。
所以现场操作人员的严格执行操作方案是稳定处理废水的保障。



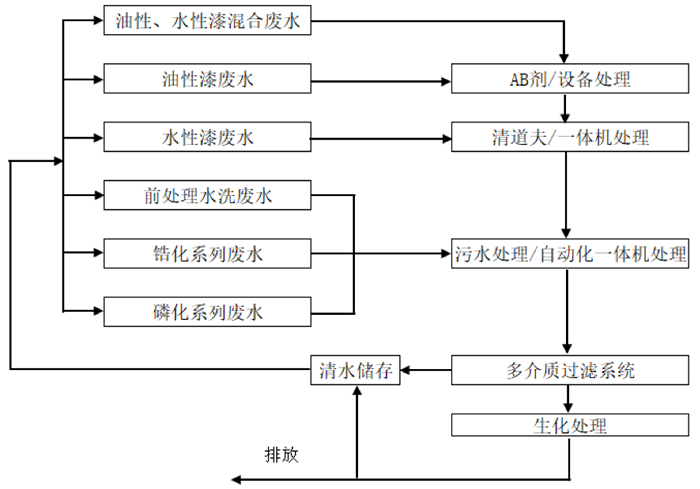
涂装废水要实现零排放:让废水成为可用之水------不断的循环使用。
整体方案的构造图:
|

