MTD-800型钢桶高速全自动缝焊机简介
高速钢桶全自动缝焊机是生产金属包装钢桶的关键装备。针对国内钢桶制造行业的发展趋势和对高速钢桶焊机的需求,天津滨海铭博商贸有限公司,推出MTD-800型钢桶高速全自动焊机;该焊机是在英联邦全自动缝焊机成熟技术基础上在天津滨海新区生产,制造;填补市场空白。 该机通过采用一种新型的最先进的大功率IGBT和电子原件构成的静态逆变控制系统,把输入的三相交流电源转化为正弦输出恒流电源,从而,满足钢桶焊接最佳工艺条件 ,完成对钢桶桶身的焊接加工;给用户带来节能增效的革命性变化。

为确保达到英联邦焊机原性能水平严格按照技术指标需求精工细作,确保品质:
1.关键元器件全部引进,
1.1.伺服电机全部采用德国SEW公司产品;
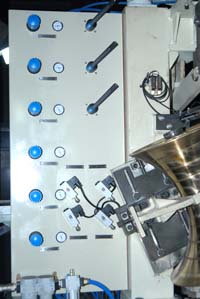
1.2.主要气动元器件及组阀,采用FESTO(费斯托)公司产品;
1.3, 焊接控制系统和交流逆变电源控制原装从瑞士引进,
1.4.程序软件、人机界面选用西门子公司产品,并由业内具有20多年焊机维护和调试经验资深电器设计师,根据国内钢桶生产特点设计编程, 程序控制系统采用Siemens S7系统, 它通过一套安装在机身上的Panelview人机界面操作更加适合国内钢桶企业生产操作人员使用习惯和生产管理要求.
2.该设备在100% 效率条件下,达到每小时800只连续生产能力.
3.焊机主要技术指标:
板材厚度:最小0.6~最大1.5mm
焊接长度:最小480~最大1100mm
桶径:最小φ420~最大φ600mm
桶板宽度:±0.5 mm
桶板长度:±0.5 mm
对角线:±1.0 mm
焊接搭接量:2.0mm
生产速度:800只/小时
电源:三相380V, 50HZ /60HZ,
变压器: 单相交流变压器,额定容量500KVA,
供气:压力0.6Mpa,压缩空气。
供水:清洁水,流量7.2m3/h,压力不低于 0.2MPa ,最高入口温度30℃。
(右图为:MTD-800型钢桶高速全自动缝焊机正面外形图) |
 |
4.焊接过程控制系统:
4.1 搭接量控制
· 通过导向杆控制桶在卷圆和焊接工位之间的位置;
· 通过Z杆组逐渐将板边搭接,从导向杆到Z杆鼻端到焊缝终端,达到规定的2mm搭接量;
· Z杆和Z杆鼻端都加了可拆卸防磨损条,夹装设计以方便日常维护和更换易损件。
· Z-杆鼻端形状要尽量加工精确,保证将搭接尽量控制到靠近焊轮接触位置/焊接位置.
· 通过焊接工位的推进器装在机器上臂/Z杆两侧,与Z杆安装在同一带线性轴承滑轨的托板上。推进器滑动单元由伺服控制电机/滚珠丝杠机构负责操作,将钢桶推到距离焊接起始点5mm 的位置,速度可根据需要的直线焊接速度调节,保证起始段的最佳焊接质量;
· 推进器带弹簧回位去接下一链条传送的桶体。
4.2 桶身导向定径轮
· 3个定径轮用钢制框架固定在机架上;
· 框架由安装支架和光传感器组成,光传感器用来探测桶前延边缘位置和给焊接开始信号;
· 大直径定径轮将钢桶材料径向成型,并将钢桶稳定传送至焊接开始位置;
· 大直径定径轮可以最大程度减轻对钢桶体表面产生的压痕, 而且其力量均匀作用在整个桶体,从而确保焊接搭接量的一致稳定性;
· 两个下腰鼓轮是装在枢轴上,当维修保养时可以移动让开上焊头,打开维修保养通道;
· 上腰鼓轮由气缸控制,满足钢板尺寸公差 (如超过/小于要求的直径)。
4.3 焊接系统:
· 焊轮用一套交流减速马达驱动,马达通过带定时皮带与驱动轴连接,驱动轴与专用减速箱连接,带动滚花轮,滚花轮表面蘸火处理,滚花轮通过气缸向焊轮(电极)加压,保证焊接速度不会因为焊轮的磨损/直径变化和改变;
· 直径304mm的焊轮允许磨损到220mm才更换;
· 焊轮通过机械式气动“棘齿错位机构”,保证均匀磨损和充分利用25mm焊轮宽度;
· 润滑采用不溶性高导电石墨润滑脂,自动润滑;
·上下焊头上装有车刀式焊轮修整刀,可对焊轮表面进行手动半自动修整。
·上下焊轮都配有自动焊轮修整机构和程序,具有手动修整和自动快移功能。
4.4 焊接压头导轨
·下焊头安装在一低惯性的垂直滑轨上;
·焊接压力通过特制薄膜气缸施加。
4.5 变压器
·变压器是根据高产量钢桶生产要求设计,能连续提供24000安培次级焊接电流。
·变压器安装在机架内的钢制托架上,与焊机初级和次级回路相连,初级通过焊接控制器控制。

SEW伺服驱动控制柜 |

SS1200瑞士原装逆变器 |

缺水保护开关 |
4.6 焊接控制器
·PFC-SS1200逆变控制器可三相连接,高效利用电源。
·SS1200三相交流逆变钢桶焊接专用控制器:
·SS1200控制器是瑞士原产的新型逆变焊接控制装置,它利用最先进的电子元器件技术,使用交流电流焊接钢桶焊缝,实现低耗能焊接。
·SS1200控制器是一个配置主电路断路器的独立的落地式电气柜总成,用于连接传统的单相交流桶焊机变电压器与三相电源之间;由下列单元组成:
·电源控制:由桥式整流器、直流电容器组、晶体管[IGBT`S—在逆变器中使用的一种隔离栅双极(场效应) 大功率晶体管组]组和驱动电路系统组成。
·该电源将初级提供的三相交流转换成直流,然后再转换成供给焊接变压器的单相交流。
·微处理器控制:用于操作者编程焊接参数。
·该单元用为传递和接收各自焊接电流和频率数字调节的所有输出和输入信号,通过变压器和初级电流反馈,以保证供给所要求的焊接电流。
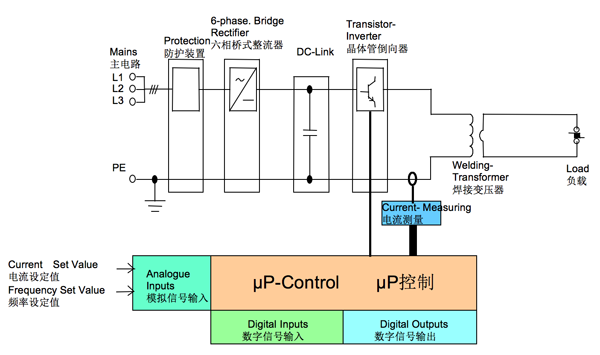
SS1200逆变控制电工原理图和 SS1200焊接电流控制曲线图
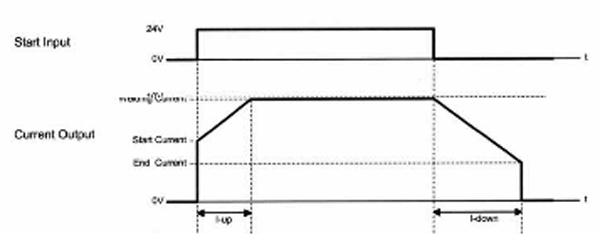
Welding current profile 焊接控制曲线
4.7 焊后整平轮工位(单独定制)
·上整平轮与上焊头相连;
·下整平轮与机身主框架前端通过钢结构架相联,并与加压气缸偏置连接,能够给刚刚焊接过的焊缝加最大 2,000Kg 的整平压力;
·前钢架可以拆卸并通过枢轴转开,让开下焊头位置,便于维修保养;
·下整平轮有内部水冷,并用另一驱动轴定时皮带连接到伺服控制交流减速马达,准确地保持与焊接速度同步。
整平轮 |

伺服电机推桶机构 |