冷轧薄钢板常见缺陷图谱与判断(2)
凤巢
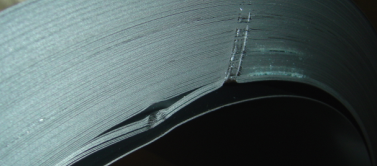
10、缺陷名称:折迭
定义与外观:
钢带表面局部区域金属折合的现象称折迭。

成因:
●冷轧基板本身存在折迭;
●辊型配置不合理或轧制负荷分配不合理等,导致带钢产生大波浪后被压合;
●卷取速度设定不合理,带钢在卷取中出现堆钢、起套。
危害:
存在折迭的钢板无法使用。
预防及消除方法:
●加强冷轧基板检查;
●合理配置辊型和分配轧制负荷,避免带钢出现大波浪;
●合理设定卷取速度,防止卷取过程中堆钢、起套。
检查判断:
●用肉眼检查;
●不允许存在折迭缺陷。
11、缺陷名称:边裂
定义及外观:
钢带边缘沿长度方向的一侧或两侧出现破裂的现象称边裂。边裂严重者钢带边部全长呈锯齿状。

成因:
●热轧钢带存在边裂;
●酸洗机组圆盘剪剪切不良;
●钢带边缘在大张力轧制条件下被拉裂;
●轧制过程中钢带跑偏;
危害:
导致钢带宽度不符。
预防及消除办法:
●加强冷轧基板检查,尤其是边裂缺陷;
●定期更换剪刀,按工艺要求调整剪刃间隙和重合量,保证剪切质量;
●合理分配各机架的压下率及张力;
●防止钢带跑偏;
检查判断:
●用肉眼检查,用直尺测量边裂深度。
●钢带边裂深度不得大于宽度允许偏差范围之半,同时应保证合同或协议规定的最小尺寸。出现边裂的钢带,可改变生产去向,切边后改尺交货。
12、缺陷名称:气泡
定义与外观:
钢带表面无规律分布的圆形或椭圆形凸包,有时呈蚯蚓式的直线状,其外缘比较光滑,内有气体,当气泡轧破后,钢带表面出现破裂。某些气泡不凸起,经平整后,表面光亮,剪切后的断面呈分层状。


成因:
●炼钢过程中因钢水脱氧不良、吹氩不当等导致钢板内部聚焦过多的气体;
危害:可能导致后续加工使用过程中产生分层或焊接不良。
预防及消除方法:
●加强炼钢操作,防止钢基体内部聚焦过多气体;
●加强热轧钢带质量验收和冷轧精整工序分选,切除存在气泡缺陷的部位。
检查与判断:
●用肉眼检查;
●不允许存在气泡缺陷;
13、缺陷名称:边皱
定义与外观:
钢带表面呈凹凸不平的皱折,多发生在1.0以下的钢带,主要发生在带钢的边部;

成因:
主要由于钢带本身存在边缘降,边缘部位比中间薄,在罩式退火炉中加热保温冷却时,带钢边缘部分较中心部位温升温降都比较快,由于不均衡的热胀冷缩而导致带钢边部起皱。
危害:
降低带钢的成材率,影响钢带外观质量,严重的无法正常使用。
预防及消除办法:
●酸轧线控制好板形,防止大的边缘降现象;
●平整时适当增加轧制力;
●再次平整可以消除和减弱边皱现象;
检查判断:
●用肉眼检查;
●带钢边部允许有不超过宽度偏差的边皱存在;普带允许有轻微的(无手感)边皱存在。超过宽度偏差而且存在手感的边皱,一律降等处理。
14、缺陷名称:刮伤
定义与外观:
钢带表面呈点状、条状或块状的机械损伤称刮伤。高温下产生的刮伤呈灰黑色,常温下产生的刮伤呈灰白色,并有金属光泽。


成因:
●与钢带接触的工作辊道粗糙或卡阻;
●护板、侧导板等设备严重磨损或粘附异物;
●钢带对中不良,存在较大的镰刀弯或带钢呈蛇形移动;
●开卷时因钢卷的头几圈松弛,与开卷机心轴的速度不一致。
危害:刮伤处氧化铁皮酸洗不易去除;可能导致折弯开裂。
预防及消除方法
●定期更换与钢带接触的工作辊,加强对其表面质量的检查;
●检查护板、侧导板等设备,防止异物粘附;
●保持带钢对中良好;
●合理控制开卷速度。
检查判断
●用肉眼检查;
●允许存在轻微刮伤缺陷,但其深度不得超过标准规定的范围。
15、缺陷名称:擦伤(划伤、划痕)
定义与外观:
钢带表面连续或间断分布的直而细、深浅不一的沟槽缺陷称划伤。平整前的划伤较光滑,沟槽处颜色为灰黑色;平整后的划伤有行刺,呈金属光泽。


成因:
酸洗、轧钢、平整、精整各机组与钢带相接触的设备有尖锐棱角或粘有硬物,或者是异常接触,与钢带发生相对运行产生擦(划)伤。
危害:
擦(划)伤处容易产生锈蚀,影响涂装效果,冲压成型过程中,划伤处容易开裂。
预防及消除方法:
定期检查与钢带接触的设备,清除其表面粘附的异物,确保其光滑无棱角,和钢带直接接触的辅助传动辊是否转动正常。
检查判断:
●用肉眼检查,必要时用量具测量深度;
●允许存在单面的轻微擦(划)伤缺陷,但不得超过标准规定的深度和范围,且应保证钢带最小厚度值。
16、缺陷名称:撞伤
定义与外观:
钢带或钢板表面、端部或侧面呈深浅不一,大小不等的无规律撞击损伤称撞伤。
成因:
●钢带或钢板在运输、吊运过程中撞击设备或设备撞击;
●钢卷从步进梁上跌落。
危害:
影响钢带(板)外观形象,严重时导致钢带(板)无法使用。
预防及消除方法:
●精心搬运钢带(板),防止钢带(板)与设备发生撞击;
●加强对步进梁的检查维护,防止钢卷跌落。
检查判断
●用肉眼检查,必要时用适当工具测量撞击部位深度;
●边部撞伤,比照边裂缺陷判定;表面撞伤形成的凹坑,比照压痕缺陷判定。
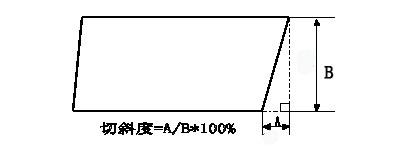
17、缺陷名称:切斜
定义与外观:
钢板的长度方向和宽度方向不垂直的现象称切斜
成因:
●飞剪调整不当;
●带钢跑偏,前端斜着进入飞剪。
危害:导致钢带部分或全部判废。
预防及消除方法
●合理调整飞剪;
●精心操作,剪切时带钢要摆正。
检查判断:
●用量具测量;
●按照有关标准的规定,在保证公称尺寸最小矩形的条件下,钢板长度不得超过允许的偏差。
18、缺陷名称:欠酸洗
定义及外观:
酸洗后钢带表面残留着未酸洗掉的氧化铁皮,板面呈灰、黑色的现象称欠酸洗。

成因:
●热轧钢带表面附着有油污或其他脏物;
●热轧钢带板形不良;
●拉矫机功能不正常,铁皮未充分疏松;
●酸洗工艺控制不当,酸液浓度、温度偏低或酸洗速度过快;
●酸洗过程中,酸槽内钢带张力过大,钢带垂度小使钢带未全部浸入酸液中。
危害:
导致氧化铁皮残留在钢带表面,可能产生麻点、凹坑等缺陷。
预防及消除方法:
●防止钢带表面粘附油污或其他脏物而影响酸洗效果;
●加强热轧钢带板形控制;
●合理设置拉矫机延伸率和工作辊压下量,保证破鳞效果;
●按规程要求控制酸液浓度、温度和酸洗速度;
●合理设定钢带张力。
检查判断:
●用肉眼检查;
●允许存在局部、轻微欠酸洗。
【相关链接】
冷轧薄钢板常见缺陷图谱与判断(1)
冷轧薄钢板常见缺陷图谱与判断(2)
冷轧薄钢板常见缺陷图谱与判断(3)
冷轧薄钢板常见缺陷图谱与判断(4)

