冷轧薄钢板常见缺陷图谱与判断(3)
凤巢
19、缺陷名称:过酸洗
定义与外观:
钢带在酸槽中停留时间过长,钢带表面变得粗糙,呈灰黑色或黑褐色;
成因:
酸液温度、浓度过高或酸洗时间过长;
危害:
影响成品表面光洁度,严重者可能导致断带;
预防及消除方法:
按技术规程控制好酸的温度、浓度和酸洗速度;
检查判断:
●用肉眼检查;
●允许存在局部、轻微过酸洗。
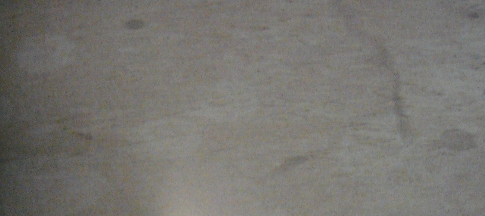
20、缺陷名称:停车斑
定义与外观:
在酸轧机组停车时,由于化学物质粘在带钢表面形成的大片红棕色或局部呈黑色的斑迹(由于酸洗或漂洗液引起)缺陷称停车斑。

成因:
酸轧机组停车时或运行速度过低,钢带浸泡在工艺段内的酸液、漂洗液中或酸雾气氛中,造成钢带过度腐蚀。
危害:
影响钢带表面质量,可能导致轧制断带。
预防及消除方法:
减少事故停机,当停车时间较长时,应将酸槽中的酸液排空。
检查判断:
●用肉眼检查;
●允许存在局部、轻微停车斑。
21、缺陷名称:浪形
定义与外观
沿轧制方向钢带呈高低起伏弯曲,形似波浪的缺陷称浪形。浪形多在钢带的头部及尾部,严重时分布在钢带全长,象海带状。按宽度位置分类,浪形可出现在钢带的边部或中部、肋部,出现在钢带中部的称为中间浪,出现在钢带两边的称为边浪,出现在一侧的称为单边浪,出现在边、中之间的称为肋浪。

成因:
●热轧钢带断面呈楔形;
●轧辊凸度大,弯辊调整不当,中间变形大,产生中间浪;
●轧辊凸度小,弯辊调整不当,两边变形大,产生双边浪;
●中间辊、工作辊水平未调整好,产生单边浪;
●轧制计划安排不合理,轧辊过度磨损。
危害:
影响钢带外观质量,严重时钢带无法使用。
预防及消除方法
●合理控制热轧钢带凸度;
●减小轧辊凸度,减少正弯辊,控制中间浪;
●增大轧辊凸度,增大正弯辊,控制双边浪;
●调整好轧辊水平度;
●合理安排轧制计划和换辊,防止轧辊过度磨损。
检查判断:
●用肉眼检查,将钢带自由放在平台上测量浪形高度;
●允许存在轻微浪形。浪形高度不得超过相关标准规定。
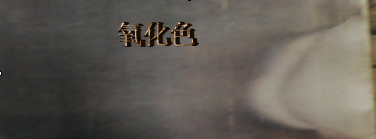
22、缺陷名称:氧化色
定义与外观:
钢带表面被氧化,其颜色由边部的深蓝色逐步到浅蓝色、淡黄色的现象称氧化色。
成因:
●保护罩吊罩过早,高温出炉,钢带边缘表面氧化;
●加热前预吹扫时间不足,炉内存在残氧;
●保护气体露点高。
危害:
影响钢带表面质量和涂装效果。
预防及消除方法:
●严禁退火钢卷高温出炉;
●装炉盖罩后,应进行密封性检查,并保证预吹扫时间,确保保护气体成分;
●严格控制保护气体露点。
检查判断
●用肉眼检查;
●允许存在轻微局部氧化色。但严重的如发蓝、发黑的不得作合格品判定。
23、缺陷名称:振动纹
定义与外观:
振动纹呈规则的波纹状,可分布在整个宽度上,特点是在轧制方向上钢带厚度有变化.

成因:
由于机械共振引起;一般在机器启动开始的时候较为严重,后现象减弱;
危害:
不仅影响钢带表面质量(外观),严重者将导致用户无法使用。
预防及消除方法:
●提高轧制或平整速度;
●加大轧制力;
检查判断:
●用肉眼检查,可借助油石打磨。
●允许存在轻微的振动纹,正视可见或存在轻微手感的不得作合格品判定。
24、缺陷名称:平整斑
定义及外观:
经湿平整后的钢带表面呈现不规则的、块状分布的平整液斑迹缺陷称平整斑。

成因:
平整液未吹净,残留在钢带的表面。
危害:
严重的平整斑会腐蚀钢带。
预防及消除方法:
保证喷吹设备良好,风压、风量满足要求。
检查判断:
●用肉眼检查;
●允许存在局部轻微平整液斑。
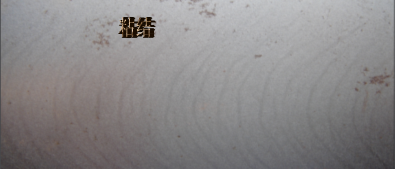
25、缺陷名称:粘结
定义及外观:
在罩式退火中带钢相互粘结,开卷时将带钢从带卷上剥开,产生应变并发生撕裂,钢卷表面宽度方向上分布着一系列的弧形线条(严重者成块状),这些曲线形状的应变条纹称为粘结条痕;
成因:
●带钢断面形状不良,如起筋,浪形等;
●退火前卷取张力波动大或张力太大;
●带钢表面粗糙度不够;
●钢卷在退火过程升降温速度太快;
危害:
轻微的粘结影响外观质量,严重的用户无法使用;
预防及消除方法:
●改善板形;
●合理控制卷取张力;
●提高末架工作辊的表面粗糙度;
●遵守退火技术操作规程,防止退火过程升降温速度太快;
检查判断:
●用肉眼检查;
●允许存在局部轻微粘结(无手感);
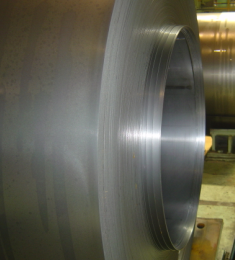
26、缺陷名称:塔形
定义与外观:
钢卷上下端不齐,外观呈塔状的缺陷称塔形。

成因:
●助卷辊间隙调整不当;
●夹送辊辊缝呈楔形;
●钢带进卷取机时对中不良;
●卷取张力设定不合理,钢带跑偏;
●卷筒传动端磨损严重,回转时有较大的离心差;
●钢带有较大的镰刀弯,楔形或板形不良。
危害:
影响产品包装和搬运,严重的塔形可能导致钢卷无法开卷使用。
预防及消除方法:
●加强助卷辊间隙调整;
●调整夹送辊辊缝,使其保持水平;
●合理设定卷取机前侧导板开口度,保持钢带对中良好;
●合理设定卷取张力,防止钢带跑偏;
●定期更换卷筒,防止卷筒严重磨损;
●加强带钢板形控制。
检查判断:
●用肉眼检查,用量具测量塔形高度;
●允许存在轻微塔形,但其高度不得超过标准的规定,原则上塔形高度≥40mm判待处理,重新卷取。
27、缺陷名称:溢出边
定义与外观:
钢带卷取时,边缘形成的端面参差不齐,一圈比一圈突出,继而一圈比一圈凹进,连续不断。

成因:
●钢卷从卷取机上推下来时,内圈被卷筒带出来;
●对中装置故障;
●板形不良;
●压下调整不当,变形不均;
危害:容易造成边损;
预防及消除方法:
●保持卷筒的良好工作状态;
●维护好对中装置;
●严格按技术规程操作。
检查判断:
●用肉眼检查,用量具测量溢出边;
●判定方法与塔形相同。
【相关链接】
冷轧薄钢板常见缺陷图谱与判断(1)
冷轧薄钢板常见缺陷图谱与判断(2)
冷轧薄钢板常见缺陷图谱与判断(3)
冷轧薄钢板常见缺陷图谱与判断(4)

