冷轧薄钢板常见缺陷图谱与判断(4)
凤巢
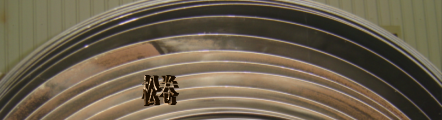
28、缺陷名称:卷取擦伤
定义与外观:
钢带表面沿轧制方向呈不规则的短簇状分布的线状、点状、块状损伤缺陷称擦伤。平整擦伤较平滑,精整擦伤有手感,有金属亮泽。


成因:
●卷取张力小,开卷张力大,钢带层间产生相对运动;
●甩尾时张力失调,钢带层间错动而擦伤钢带表面。
危害:
擦伤处容易产生锈蚀,影响涂装效果;冲压成型过程中,擦伤处容易开裂。
预防及消除方法
●控制好钢带卷取张力,钢带要卷紧、捆牢;
●控制好钢带板形,对隆起、鼓包、散卷和心形卷要减速平整。
检查判断:
●用肉眼检查;
●比照划伤(划痕)缺陷判定。
29、缺陷名称:锈蚀
定义与外观:
锈蚀是带钢表面呈不规则的点状、块状、条片状的锈斑,绣蚀轻者颜色为淡黄色,较严重者为黄褐色或红色,严重的可呈黑色,表面粗糙,可出现在带钢的任意部位,形状和面积大小不一。


成因:
●防锈油水分过多,或防锈能力差。
●钢带涂油不均或涂油量过少。
●包装不良,钢带与周围介质(空气、水等)特别是与腐蚀性介质接触,发生化学反应。
●钢卷在中间库存储时间过长,特别在温差大、空气潮湿的环境中。
危害:
影响钢带表面质量及涂装效果。
预防及消除方法:
●保证防锈油质量。
●按规定涂防锈油,保证涂油均匀。
●确保产品包装良好,防止钢带运输、储存过程中进水,避免与腐蚀性介质接触。
●合理组织生产,防止钢卷在中间库停留时间过长。
检查判断
●用肉眼判断。
●允许存在轻微点状锈蚀和轻微的边锈(以板面没有受到侵蚀为准);
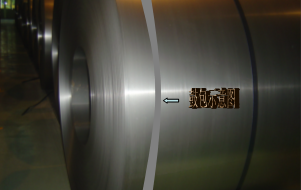
30、缺陷名称:松卷
定义与外观:
钢卷未卷紧,层与层之间有明显间隙的现象称松卷。
成因:
●卷取张力设定不合理,或卷取机能力不足;
●钢带存在严重浪形,钢卷无法卷紧;
●钢带强度高或钢带太厚,捆带未打紧或捆带断;
●钢带卷取完毕,因故卷筒反转。
危害:
影响钢卷包装和搬运,严重的松卷可能导致钢卷无法使用。
预防及消除方法
●合理设定卷取张力,卷取的钢带强度和厚度不能超过卷取机能力;
●加强钢带板形控制,防止钢带产生严重浪形,当无法卷紧时应及时分卷;
●保证捆带质量,打捆时要打紧,吊运时要轻吊轻放,防止捆带断裂;
●防止卷筒反转。
检查判断:
●用肉眼检查;
●允许存在轻微松卷,但钢卷外径不得超过标准的规定。
31、缺陷名称:凸包(起筋、隆起、鼓包)
定义与外观:
钢带卷取后局部隆起的现象称凸包。轻微的凸包在卷取过程中可见,但在卷取张力消除后消失,严重的凸包用手触摸有明显的凸起手感,打开后有明显的浪形。主要发生在热轧机上,一旦发生,在冷轧过程中不能完全消除。
成因:
●轧制过程中轧辊轴向窜动,钢带凸度异常;
●钢带沿轧制方向存在线状增厚,成卷时,随着卷径不断增加而表现出凸包;
●钢带板形不良,存在较大的浪形,尤其是边浪在卷取时容易形成凸包缺陷。
危害:
影响产品成型及涂装效果。
预防及消除方法
●防止轧辊窜动,合理控制钢带凸度;
●定期换辊,合理配置轧辊辊型,防止轧辊异常磨损导致钢带线状增厚;
●控制好钢带板形。
检查判断:
●用肉眼检查;
●允许存在轻微凸包缺陷。
32、缺陷名称:厚度不合
定义与外观:
钢带的实际厚度超出标准规定的允许偏差称厚度不合。厚度不合有超薄和超厚两种。
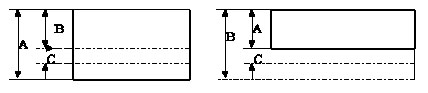
A-实际厚度;B-公称厚度;C-偏差
成因:
●轧制厚度设定不合理;
●原料厚度波动超出轧机厚度可控范围,从而造成轧机无法进行厚度自动控制;
●测厚仪测量值不准确,AGC功能不正常或未投入;
●轧机入口钢带有严重缺陷,不能采用正常方式轧制而采取特殊手段,如抬辊缝过轧机,改变轧机出口厚度设定值等。
危害:
可能损坏顾客冲压模具或开裂。
预防及消除方法:
●按要求设定轧制厚度,并注意后工序生产过程中的减薄量(平整)和增厚量(镀锌);
●保证原料厚度公差;
●按规定标定测厚仪和清洁测厚仪窗口,保证测厚仪和AGC功能正常投入;
●保证轧机入口钢带表面质量和焊缝质量。
检查判断:
●用量具测量,根据标准规定的测量部位,对钢带厚度实测,厚度不得超过允许的偏差值,对超出厚度偏差范围的钢带,允许改判。
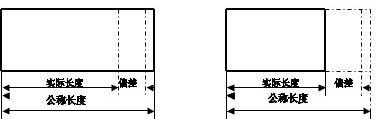
33、缺陷名称:长度不合
定义与外观:
钢板实际长度超出标准或合同中规定的允许偏差值称长度不合。长度不合有长尺和短尺两种。
成因:
●飞剪剪切长度设定不当;
●矫直机压下不良,测量轮打滑;
●钢带表面有油污,产生相对运动。
危害:后工序无法剪切成规定尺寸。
预防及消除方法:
●合理设定飞剪剪切长度,并经常进行长度复尺检查;
●加强飞剪、矫直机、测量轮的维护和操作;
●去除钢带表面的油污,防止钢带产生相对运动。
检查判断:
●用量具测量;
●实测钢板长度,钢板长度不得超过标准规定的允许偏差值,否则应改判。
34、缺陷名称:平整纹
定义和外观:
缺陷呈羽纹状,是平整过程中出现的线痕,可分布在钢带的局部或布满整个带宽。
成因:
带钢在辊缝中的不均匀延伸造成;
危害:
影响产品的外观形象和用途。
预防及消除方法:
●合理调整压下,出现单面起浪及时调整;
●保持平整后张力稳定;
●合理选择轧辊凸度以及正确使用正负弯辊。
检查判断:
●用肉眼检查;
●允许局部存在轻微平整纹,但存在有手感或大面积平整纹的钢卷必须降等。
35、缺陷名称:孔洞
定义及外观:
孔洞是材料非连续的贯穿带钢上下表面的缺陷,在轧制过程中带钢断面内部疏松,该处应力超过材料的变形极限(如塑性),材料撕裂产生孔洞,带钢越薄,这种现象越明显;

成因:
●钢质不纯,冷轧基板中非金属夹杂严重。
●冷轧基板表面存在结疤,气泡、严重辊印或内部组织疏松,经冷轧延伸后被暴露,形成穿孔。
●异物压入
危害:
存在孔洞的钢带无法使用
预防及消除方法:
●加强炼钢操作,减少非金属夹杂,提高钢的纯净度;
●加强冷轧基板检查,防止有结疤、压痕的原料投入使用;
●加强设备管理,清除与钢带接触设备上的异物。
检查判断:
●用肉眼检查;
●冷硬卷尾部允许存在个别孔洞,其它部位不允许孔洞现象;
36、缺陷名称:黄斑
定义与外观:
一般分布在带钢中部,对称的分布在钢带的上下表面,呈黄色,一条或多条成带状分布,严重的贯穿带钢的全长;目前只发生在镀锌线作分卷线生产的时候。
成因:
形成的条件及外观都比较特别,是一种不充分氧化条件下的点状扩散型腐蚀。
危害:影响钢带的外观质量和用户的加工使用。
预防及消除方法:
●尽可能降低酸轧卷取张力;
●确保退火后足够冷却时间;
●确保平整机吹扫装置效果良好;
●缩短工序间钢卷的停留时间;
检查判断:
●用肉眼检查;
●轻微的黄斑(淡黄色)可判合格品(S4),严重的判不合格品。
37、缺陷名称:黑斑
定义与外观:
黑斑是产生于酸轧的乳液斑迹,经退火还原后表面积碳,一般分布在带钢中部,对称的分布在钢带的上下表面,呈黑色,一条或多条成带状分布,严重的贯穿带钢的全长;

成因:
●乳化液吹扫不净;
●带材表层温度过低;
●带材表面水蚀;
●乳化液防锈能力不足;
危害:
影响钢带的外观质量和用户的加工使用。
预防及消除方法:
●加强吹扫;
●控制带材表层温度;
检查判断:
●用肉眼检查;
●允许局部存在轻微黑斑,但严重的或贯穿全长的必须降等判定;
【相关链接】
冷轧薄钢板常见缺陷图谱与判断(1)
冷轧薄钢板常见缺陷图谱与判断(2)
冷轧薄钢板常见缺陷图谱与判断(3)
冷轧薄钢板常见缺陷图谱与判断(4)

