|
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
文/赵升吨
1.3 三相低频焊机
1.3.1 工作原理
所谓三相低频焊机,即采用三相电网供电,而输出焊接电流的频率低于工频50Hz(一般为15~20Hz或更低)。此类焊机的电气原理图和焊接电流波形如下图所示。
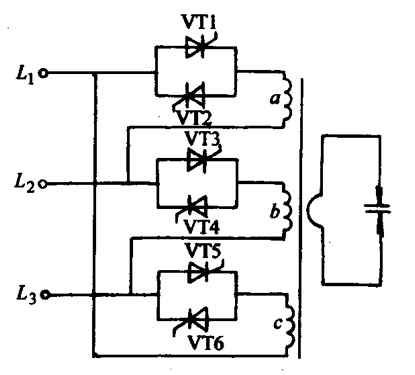
主电路电气原理图
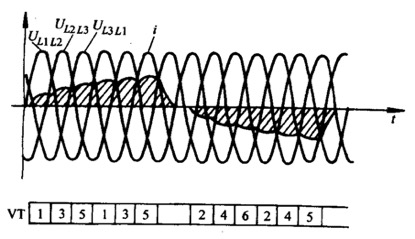
焊接电流波形
从图中可以看出:在主电路结构上,它采用一个特殊的焊接变压器,此变压器带有三个相同的一次绕组和一个二次绕组,安装在同一铁心柱上,且变压器的铁心截面较大;另一方面,变压器的一次绕组与一组可控的三相开关兼整流管连成三角形电路。
三相低频电阻焊机的工作过程是:当焊机不工作时,VT1~VT6六个晶闸管全部关断;焊接时,先轮流触发晶闸管VT1、VT3、VT5,使它们顺次导通,在一次绕组a、b、c中顺次通以正向电流,变压器二次绕组也获得相应的正向焊接电流。
三相低频焊机与工频交流及二次整流焊机不同,它不一定是在每一周波中轮流触发正反向晶闸管,而是可以连续多个周波依次循环触发正向的晶闸管(其顺序为:VT1→VT2→VT3→)得到多个周波的连续正向焊接电流,电流大小随时间而渐增。
随着焊接电流的增加,铁心磁通也随之增加,在铁心磁通达到饱和之前必须切断正向电流,由此可见,连续通以单方面电流的时间受到铁心截面的限制。
一般不超过0.2s,如果某些焊接工艺要求较长时间通电,应对电流进行换向,即连续依次触发反向晶闸管VT2、VT4、VT6,产生反向的焊接电流。
1.3.2 特点
1)采用三相电网供电,使电网负荷均匀。
(2)由于焊接回路通过低频电流,回路感抗减小,既可将焊机的功率因数提高至0.85以上,又可降低焊接过程中的功率损耗。
(3)三相低频焊机输出缓升缓降波形的焊接电流,此种波形电流的焊接工艺性好,易于调节。
此种焊机存在的缺点是:由于频率低,且单方向通电时间较长,焊接变压器铁心容易饱和,故所需的阻焊变压器的尺寸比工频交流焊机的大得多;同时由于低频焊接,焊接生产率较低。
1.3.3 应用
三相低频电阻焊机可用于焊接碳钢、不锈钢、有色金属、耐热合金等多种材料,并且通常用于焊接质量要求较高的航空、航天结构件,也可用于大厚度钢件的点焊及缝焊以及大截面尺寸零件的闪光对焊。
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

