|
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
文/赵升吨
3.2.2 基于熔核形成物理量的监控
热膨胀法是控制点焊过程物理量监控方法中最典型的一种,其控制原理是:金属在点焊和缝焊时,由于电流通过焊件使焊件加热,特别是焊点处金属熔化时,产生体积膨胀,膨胀力可克服电极力使电极产生一定的位移,因此,在整个通电焊接过程中,电极的位移变化曲线反映了金属的熔熔化程度。
在适当的焊接参数下,长时间加热点焊时的电极位移曲线如下图所示。此电极位移曲线可以分成t1~t4四个阶段。
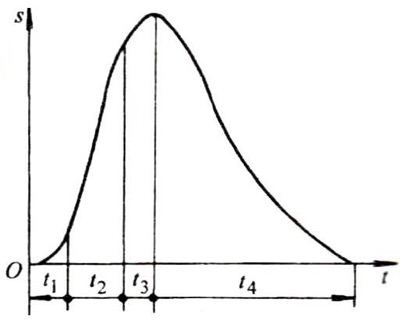
t1——未熔化加热阶段,此阶段中电极的位移速度主要取决于被焊材料固态时的膨胀系数,由小逐渐增大。
t2——熔核形成阶段,此阶段中的电极位移速度主要取决于被焊材料液态时的膨胀系数,由于金属熔化时体积突然增大,使位移速度迅速加快,位移量几乎成直线上升,对应于熔核直径也近似于线性增大。
t3——熔核趋于稳定阶段,此阶段中,加热进入准稳态状况,由于热影响区金属的塑性变形等原因,位移速度减小,位移量趋于极大值。
t4——加热软化阶段,从此阶段开始,电极位移已达到最大值,熔核直径也已接近极限值。如继续加热,熔核直径不会再有明显的增加,反而由于热影响区金属进一步软化,电极迅速压入,使被焊材料表面产生较大的压痕,电极位移量迅速减小,直至为零或负值。
热膨胀法的监控方式通常有以下几种:
1)跟踪位移曲线法 此方法是在焊接过程中不断地测量电极的位移量,调节焊接电流,使焊点的位移跟踪合格焊点的位移曲线,直到达到合格焊点的最大位移量为止。
2)预定位移量法 对于一定材料、一定板厚的焊件点焊有一个最佳位移量,以此值作为预定的位移量,在焊接过程中,不断测量电极位移量,并与预定位移量比较,当位移量达到预置值时,即认为焊点熔核尺寸已达到要求,立即切断电流。
热膨胀测位移监控方法对焊接参数、分流、电极磨损、回路感抗、网压等因数的变化都很敏感,因此,在这类参数变化时,都能获得较好的质量监控效果。
由于热膨胀位移量通常很小,要求测量仪器具有相当高的灵敏度和精确度。此外,测出的位移量还可能受电极力及大电流所产生的电磁力等因数的干扰,而且热膨胀法不适用于硬规范点焊。
该方法在实际生产中应用受到一定的局限。
3.2.3 基于多参数综合的智能监控
(1)基于人工神经网络的点焊质量多参量综合监控
人工神经网络可以描述任意的非线性函数,利用它可以使系统具有学习功能,适合于非线性时变系统。
此项技术特别适用于多信号的融合,它可同时综合多个定量和定性信号。
因此把人工神经网络技术与控制理论结合,能解决像点焊质量监控这样一些用基于精确的数学建模的控制理论很难得到满意解决的实际问题。
研究了低碳钢动态电阻与焊点质量之间的关系,建立了点焊质量模糊综合评判模型,实现了低碳钢点焊质量的多参量综合监测。实验表明,即使在恶劣的生产条件下,该系统也能实时、准确地监测点焊质量,确定合理的质量等级,满足实时监测及焊后评估的要求。
人工神经网络技术能实现对多变量耦合的非线性复杂过程的高速、准确的实时监控,但缺点是系统必须经过反复多次的学习,且适用范围受到学习范围的限制。
(2)基于数值计算的熔核直径在线自适应控制
该方法需在焊前预先输入被焊材料的种类、其机械与热物理参数、板厚、电极形状、焊接时间等参数,并在焊接过程中每隔一定的时间间隔检测焊接电流与电极间电压,利用测得的这两个物理量按照热传导数学模型进行计算,求出温度场的分布情况,从而实时推算出熔核的生长情况,并根据熔核的生长情况反馈控制焊接电流,以改变焊接区温度上升斜率。
此方法通过合理地调控各时间段温度的上升斜率,确保熔核在指定时刻开始生成,并在焊接过程结束前长大至所要求的直径。
此种控制技术的关键是根据温度变化情况确定点焊部位的发热情况,并由此推算出是否可以获得确保点焊质量所需的熔核直径。
用此种方法控制时,焊接电流不一定为恒流,通常在熔核开始生成之前加大焊接电流。
与恒流控制相比,此种控制技术在电极磨损情况下,或镀锌钢板焊接中有着特别明显的效果。
在电极磨损或镀锌钢板点焊时,如果采用恒流控制方法,会由于接触面积的增大使电流密度减小,导致形成较小的熔核尺寸,不能保证焊点质量,而采用上述自适应控制技术,即使接触面积增大,该系统也能通过由温度上升率构成的负反馈,在熔核形成前合理地增加焊接电流,确保熔核在一定时间内形成,并在焊接过程结束前长大成所要求的直径。
经实际生产使用证明:采用数值计算的熔核直径在线自适应控制技术,能使焊点质量稳定。焊接喷溅减小,电极寿命延长,耗电量降低。
此方法需要进行大量在线计算,必须采用计算速度高的高性能计算机,这使设备一次投资增加。
(3)基于IQR的点焊质量智能调控
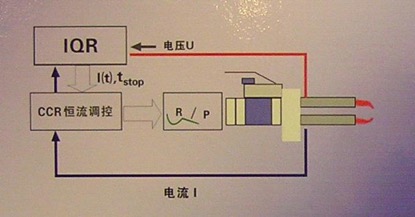
IQR(Intelligent Quality Regulation)是一种联机(与中频系统)自适应调节器,调节原理是:实时监测焊接电流和电压,并计算出电阻和功率,利用动态电阻与点焊焊核生成之间的关系,跟踪电阻曲线,通过调节焊接电流、时间,强制该焊点在形成过程中的动态电阻按照合格焊点的动态电阻曲线发展,从而保证每个焊点的质量。
IQR点焊智能质量调控系统的控制原理见下图。
IQR点焊智能质量调控系统的特点是:
①适用于钢板、镀锌钢板和高强度钢板,调节考虑焊接材料的物理条件;
②实时在线调节当前焊接参数,比恒流控制器焊接范围广泛和焊接过程稳定;
③自适应排除干扰因素的影响;
④直接从焊接变压器上测量焊接过程中的电压、电流,不需要从电极上连接信号线;
⑤内部实时计算电阻及功率;
【相关链接】
电阻焊设备及控制(14)-电阻焊机的控制及质量监控(统计过程控制的质量监控)
电阻焊设备及控制(13)-电阻焊机的控制及质量监控(多参数综合智能监控)
电阻焊设备及控制(12)-电阻焊机的控制及质量监控(焊接参数的监控)
电阻焊设备及控制(11)-电阻焊机的控制及质量监控(热量控制器)
电阻焊设备及控制(10)-电阻焊机的控制及质量监控(主电力开关)
电阻焊设备及控制(9)-电阻焊机的机械结构和装置(对焊机)
电阻焊设备及控制(8)-电阻焊机的机械结构和装置(缝焊机)
电阻焊设备及控制(7)-电阻焊机的机械结构和装置(点焊机和凸焊机)
电阻焊设备及控制(6)-电阻焊机主电源(逆变焊机)
电阻焊设备及控制(5)-电阻焊机主电源(电容储能焊机)
电阻焊设备及控制(4)-电阻焊机主电源(三相低频焊机)
电阻焊设备及控制(3)-电阻焊机主电源(二次整流焊机)
电阻焊设备及控制(2)-电阻焊机主电源(单相工频交流焊机)
电阻焊设备及控制(1)-概述
|

