|
制桶冲压自动生产中的监测装置(2)
文/贾苛珍
(4)触头式检测法
对于工序件的正确定位,可采用图16所示的触头式检测法,只有当工序件按预定位置正确定位,推杆才与常分限位开关接触,线路导通。对于较大的工序件,可以用几个触头。
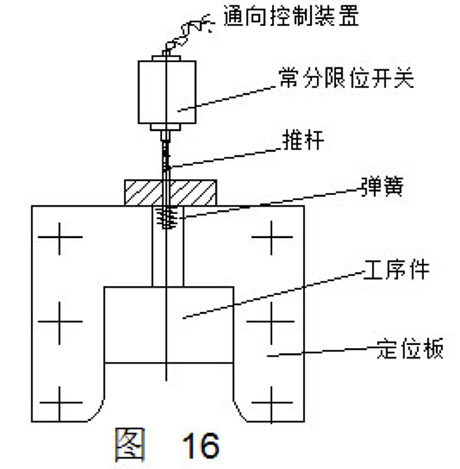
图17为用于连续模内的触头式检测法,它用于冲孔、切断和弯曲的连续模中,压力机只有当常开限位开关A接通后才开动,该开关当带材送到活动的挡料器时即行接通。如在上次冲压后,零件由于某种原因停留在模具内未被推出,则当第二次冲压时,常合限位开关B,被顶件器切断,滑块将停留在上死点不动。又如果冲孔凸模折断不能冲孔,则定料销被顶起,使常合限位开关C切断,滑块也处于停止状态。
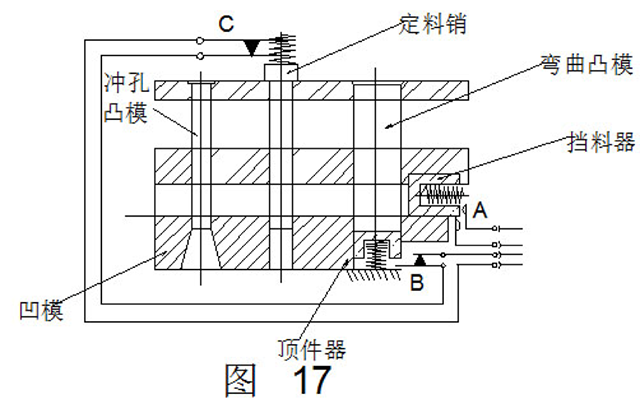
图18为用于冲裁件顶出装置的检测法。在正常工作时,顶板和传感器间有不小于d的间隙,线路不通。如工件未能顶出,下次冲裁又多积一件,则顶板和传感器接触,导通线路。
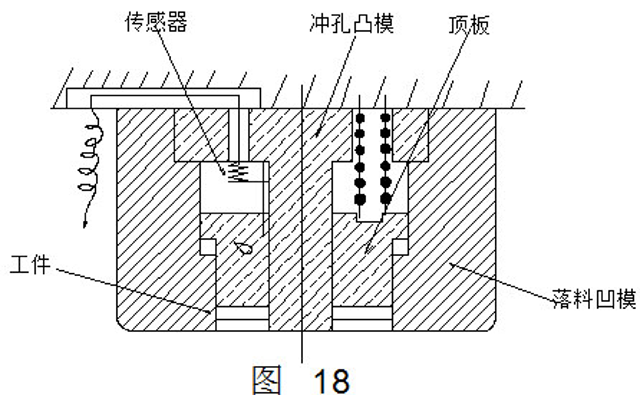
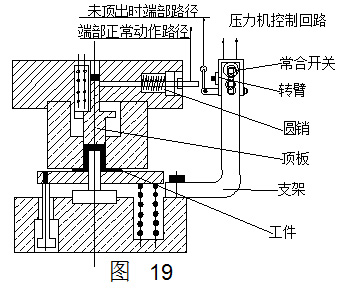
图19为用于拉伸件顶出装置的检测法。拉伸件被正常顶出时,顶板上端杆部留出空隙,让圆销向左移动,上模回升时,圆销右端不与转臂接触,压力机照常工作。若工件卡死在凹模内,顶板受阻碍未被弹簧顶出,圆销不能复位,随上模回升时便触动转臂,切断常合线路。
7、料斗满载检测
如图20所示,制件纷纷掉进料斗,并由底部逐渐垒高到传感器的位置,当达到满载状态碰触传感器时,向控制装置发出输入信号,并使压力机停止工作。
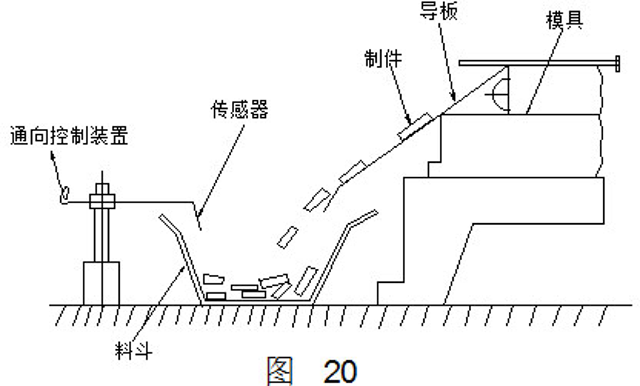
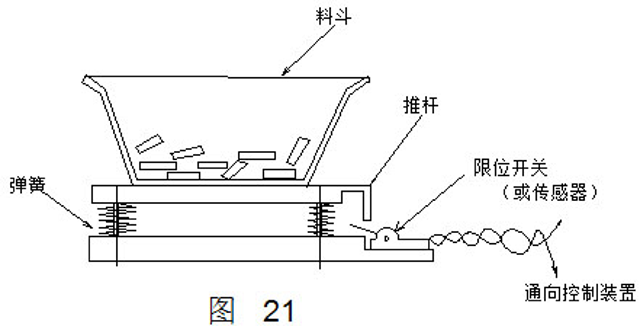
图21同样是满载检测,它是在料斗下面装一弹簧,在逐渐增多的制件重量作用下,限位开关接通。
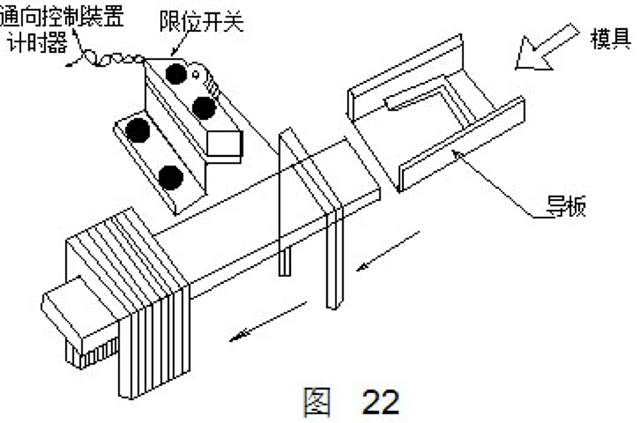
此外,制件以排列整齐地贮存于料斗的情况,可按照图22采用每次通过的制件,使其互相靠拢的方法来进行检测。当制件达到满载后,连接于限位开关的计时器工作,以在预先给定的时间内鸣警报,并使压力机停止运动。
二、光电式检测装置
光电二极管的特性是遮光时其内阻很大,受光照时,其电阻值变小。因此,可以借助光电二极管把光的信号转换为电的信号。光电式检测装置由于调整方便,抗震性强,工作灵敏可靠,在自动化冲压生产中应用较为广泛。
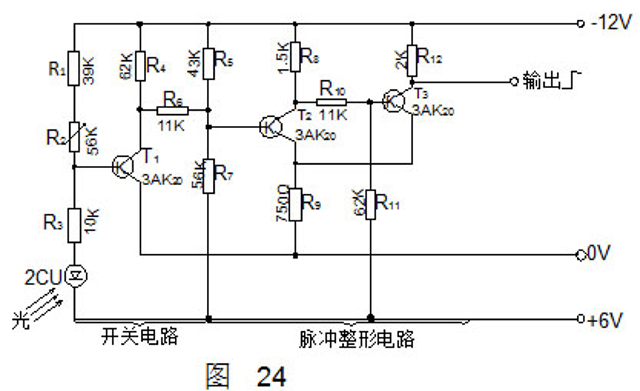
图23为简易数控冲床条料自动送料系统采用的光电检测装置,用来检测条料的送进和退出。条料冲完后,废料退出,同时新料送进。新料送进到第一定位点时即停止,停止的信号是由装在第一定位点的光电装置发出的,因此光电装置是起着检测新料是否已经送进到第一定位点的作用。从图中可以看出,当新料没有送到第一定位点时,转向杠杆在弹簧作用下,使其B端离开灯泡,这时灯光直接照在光电管上;当新料送到第一定位点时,拨动转向杠杆,使其B端遮住灯泡;灯光照不到光电管上,这时光电装置向控置系统发出一个停止脉冲信号,使新料送进停止。
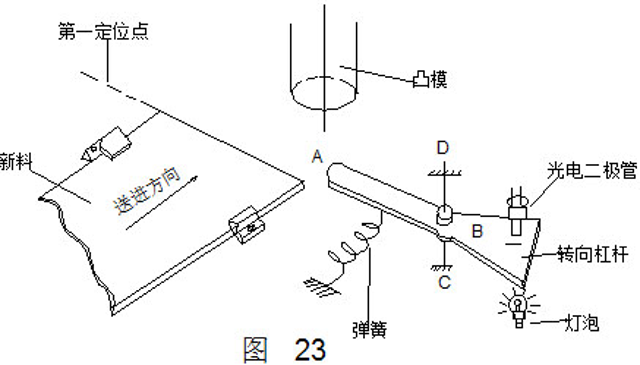
图24为上述光电检测装置的线路图。整个线路可分成两部分,左边是三极管开关电路,右边是脉冲整形电路。其工作原理如下:当新料没有送到第一定位点时,转向杠杆的B端没有遮住灯泡,灯光照在光电二极管2CU上,这时,2CU的电阻值很小,由R1、R2、R3、2CU组成的分压器分压的结果,使三极管T1的基极电位Ub1大于OV,T1可靠截止,集电极电位UC1很低。通过R4、R5、R6、R7分压的结果,使三极管T2的基极电位Ub2小于OV,T2导通,T3截止,输出低电位。当新料送进到第一定位点时,转向杠杆的B端遮住灯泡,灯光照不到光电二极管2CU上,这时,2CU的电阻很大,通过R1、R2、R3、2CU分压的结果,使T1的Ub1小于OV,T1导通。这时,Uc1接近OV,通过R5、R7分压,使Ub2大于OV,T2截止,T8导通,输出端电位由低变高,向控制系统输出一个正脉冲信号(停止信号),控制送料机构停止送料。
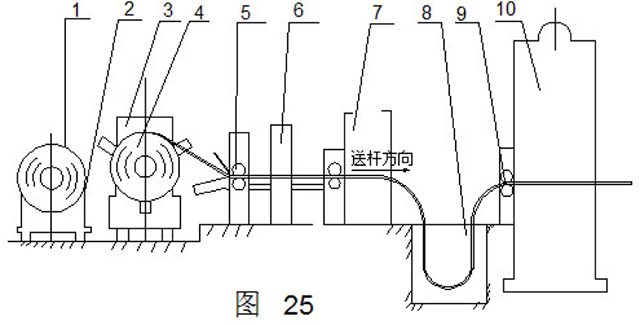
开卷自动线上卷料的自动对中和校平机与送料机构之间送料速度的协调,也是借助于光电式检测装置来实现的。为了说明有关装置的作用原理,先简单介绍一下开卷线的功用和组成。开卷线是把卷料经过校平之后送进落料压机,而冲成所需形状的平板毛坯。由于卷料不平,所以必需经过十几个校平轧把卷料校平,又由于落料压机前的送料机构是间歇运动,而校平辊前的引料辊是连续运动,因此二者之间必需用缓冲坑来调节送料速度。考虑到卷料料头或料尾不符合使用要求,因此在引料机中间安置一台剪床来剪切料头或料尾。开卷线的主要工艺流程如图25所示。卷料1由运载小车2送入双边开卷器3夹持后,把打开的卷料4通过引料装置5将钢板引入剪床6,切去厚度不均及其它缺陷的料头和料尾,然后继续进入校平机7,经校平处理后进入缓冲坑8,再进入送料机构9,通过与压力机的联动动作将料送入落料压机10内。冲出毛坯,供下道工序拉延或成形使用。
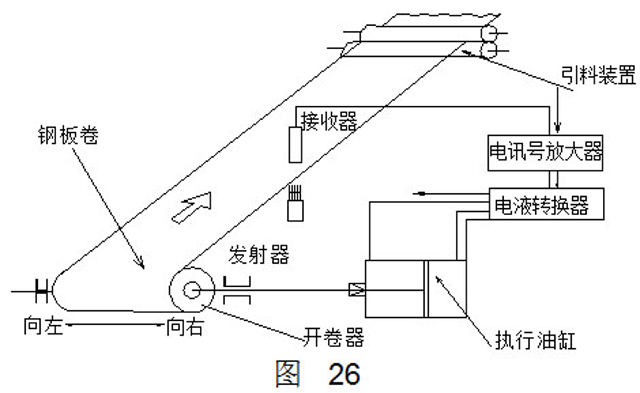
为了保证不因卷料的塔形太大而影响卷料在设备中心线上送进,在开卷器与引料装置之间设置了光电检测装置,用以实现卷料自动对中。其控制原理如图26所示,由发射器发出光线经过钢板的边缘后挡去一部分,未遮光线被光电管接收,经电讯号放大器放大后,传递至电液转换器,根据讯号的强弱,不同压力的压力油分别从两个回路进入执行油缸,由执行油缸推动开卷器向左或向右移动,使钢板始终位于设备中心线上。
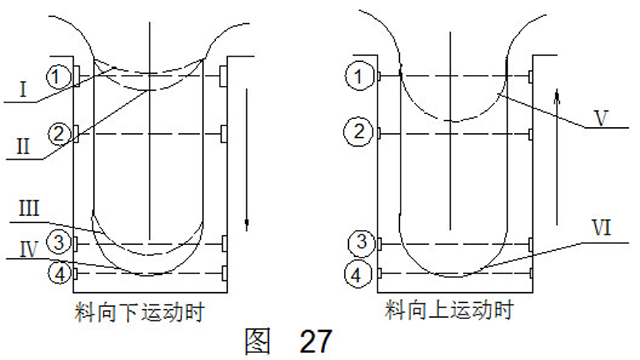
为了协调校平机连续进料和送料机构间歇进料之间的送料速度,在两者之间设置了缓冲坑。带料在缓冲坑内是呈U形的。坑的深度和带料的下垂幅度,既要保证在高速运动中不致因送料不及时,使带料在校平机和送料机构之间拉直而引起危险,又要防止由于压力机送料机构出故障,或校平机进料速度过快,而使带料落到坑底而被碰伤。
根据以上要求,在坑壁布置4组光电式检测状置及一套与校平机相联系的电路。动作的设计如图27所示。料向下运动,在第I位置时,因料不够长,压力机自动送料机构不动作,在第II位置时,料继续下降,降至第III位置时,校平机的快速电机切断,慢速电机工作,料就以缓缓状态下降,至第IV位置时,则校平机停止工作,料即停止向坑内补充。当压力机送料机构向压力机内送料时,料处于上升阶段,到第V位置时,校平机快速电机接通,又继续高速向坑内补充供料。
三、射线式检测装置
放射性同位素铯90是一种无害的β射线,其电子流的运动速度近似于光速,如将铯90制成的放射源放在金属板的一侧,另一侧设有计数器(接受器),由于射线通过金属时局部吸收,使穿过金属板的射线强度大大减弱,金属板愈厚,射线被吸收的愈多,计数器接收的也就愈少,输出的信号电流也相应地减弱。另外,照射在金属板上的射线还能产生反射作用,并且随着放射源与金属板间距离的改变,反射回来的射线束强度也跟着变化。上述射线和金属板相互作用的这些特征,都可用于检测工作。为此,借助与计数器相连的电子继电器和开断机械运动的控制线路,便可根据计数器输出的不同信号来自动操纵压力机或冲压机。
应用射线式检测装置可以完成如下任务:1.检测毛坯有否存在和位置是否正确;2.检查毛坯厚度是否符合规定;3.检查毛坯有否粘贴(迭片);4.冲压件的计数;5.压力机与附设机构的同步等。
图28所示为用于不同用途的射线式检测装置。图中a为检测多工位自动压力机上的毛坯厚度和迭片;图中b为检查毛坯方位是否正确;图中c为检查输送机上有否工件;图中d为根据卷料张紧或松弛程度来自动调节卷料的供料速度。
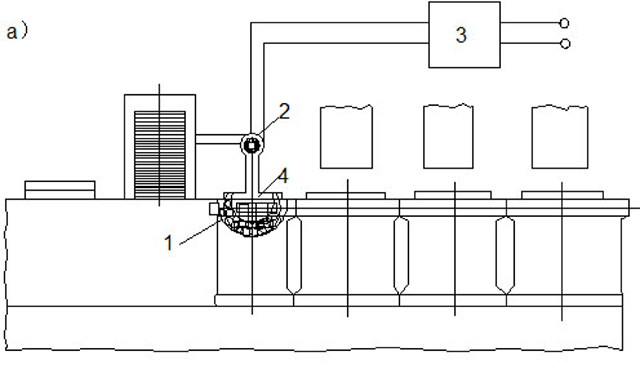
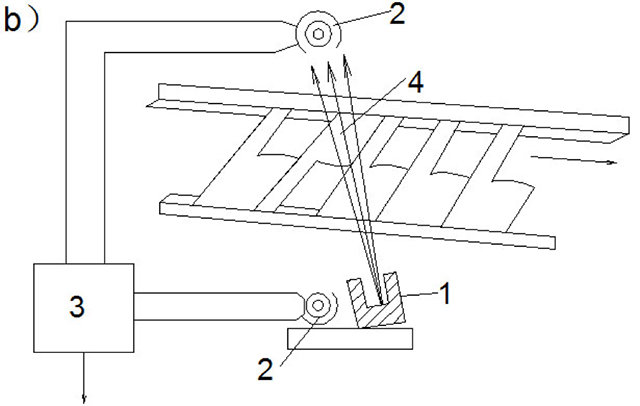
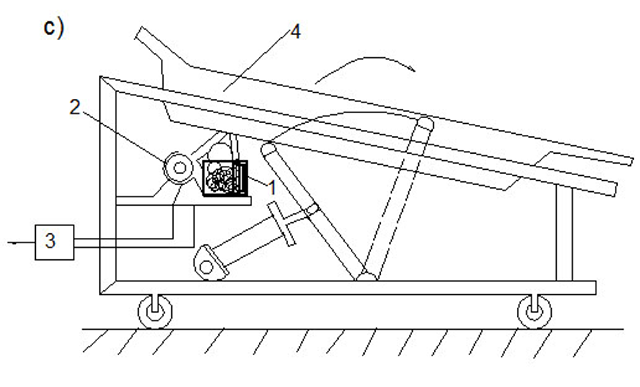
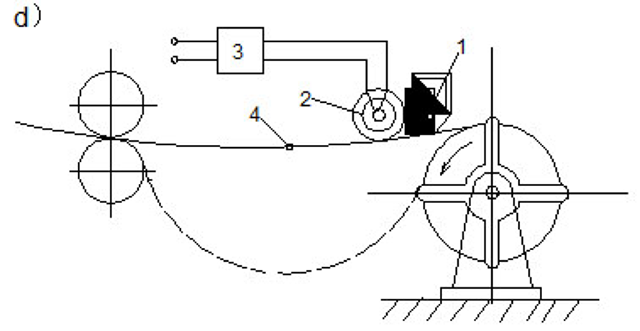
1-放射源;2-接受器;3-电子继电器;4-坯料
图28
【相关链接】
制桶冲压自动生产中的监测装置(1)
制桶冲压自动生产中的监测装置(2)
|

