冲压工艺与产品设计(2)
文/辛巧娟
二、冲裁
1、冲裁产品的形态与成型过程介绍
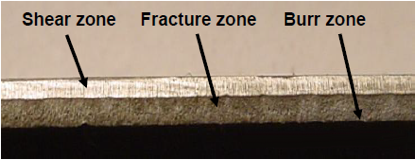
冲裁产品的形态。冲裁产品的的断面分为:塌角、光亮 带、断裂带、毛刺,这四种形态是在产品冲裁过程中于不同的阶段,不同的部位、不同的应力作用下产生的。
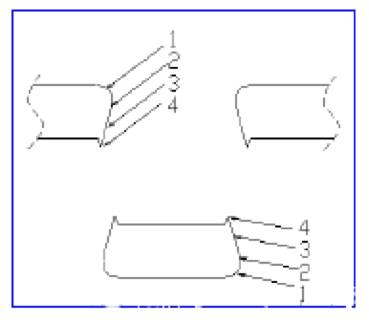
如上图,1塌角 :高度约等于8%T至15%T ;2.光亮带 :高度约等于15%T至55%T ;3.断裂带 :高度约等于35%T至75%T ;4.毛刺 :高度约等于5%T至10%T。
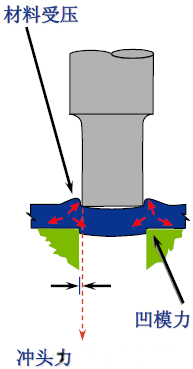
1)弹性变形阶段
受力分析:刃口部分材料受剪切力,力的大小小于弹性极限,若力消失,则材料恢复原始状态。
状态描述:凸模施加压 力于材料,材料略挤入凹模刃口。
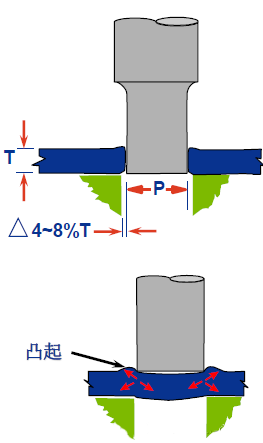
2)塑性变形阶段
受力分析:材料受力由边及中心 ,逐渐超过弹性极限
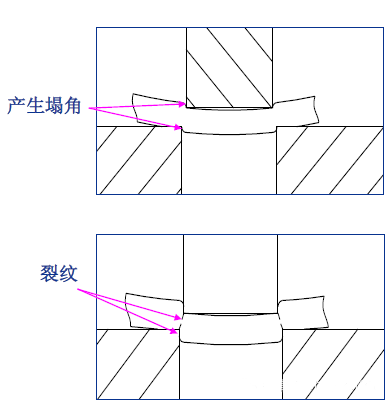
状态描述:凸模进一步深入材料,在本阶段冲裁件产生塌角以及光亮带。
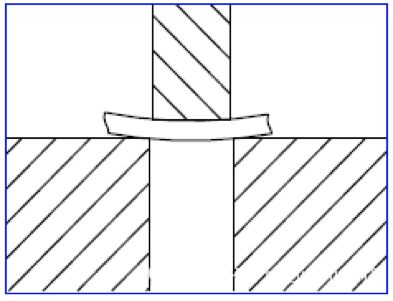
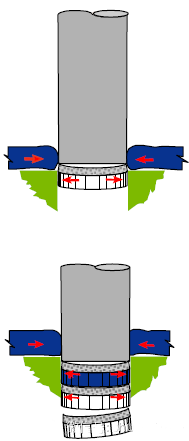
3)剪裂阶段
受力分析:材料靠近凹模刃口的部分应力首先达到材料的抗剪切强度,使凹模刃口旁边的材料产生的裂纹增大。而此时凸模刃口部分材料还处于塑性变形阶段,随着冲头的进一步深入材料,冲头附近材料也达到剪切强度,也产生裂纹 ,再往后两裂纹重合,材料分离。
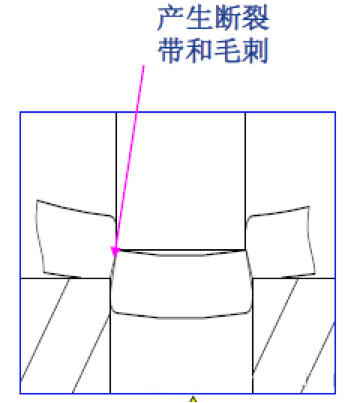
状态描述:材料分离,上下裂纹重合时相互撕扯产生毛刺。
【相关链接】
冲压工艺与产品设计(1)
冲压工艺与产品设计(2)
冲压工艺与产品设计(3)
冲压工艺与产品设计(4)
冲压工艺与产品设计(5)
冲压工艺与产品设计(6)

