冲压工艺与产品设计(3)
文/辛巧娟
三、与产品设计相关的冲裁工艺要点及设计举例
1、冲裁产品的分类、作用及结构
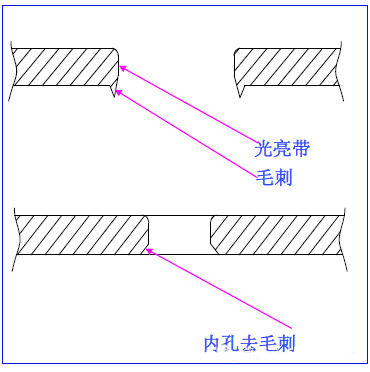
冲孔 piercing
作用 1.作为一般过孔使用(要求较低);2.作为自攻牙底孔使用(产品设计要求光亮带比例较高);3.作为高精度转轴孔使用(要求无毛刺,少断裂带)(采用机械去毛刺的方式或模具倒面的方式)
注意:设计冲孔时,由于受到凸模强度的限制, 孔的 尺寸不宜太小(一般大于0.5T)
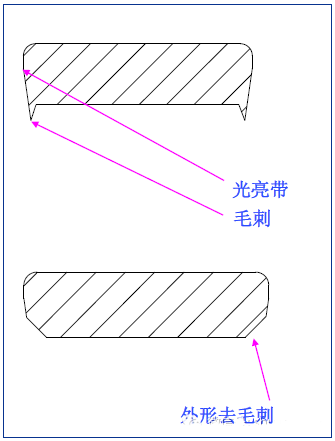
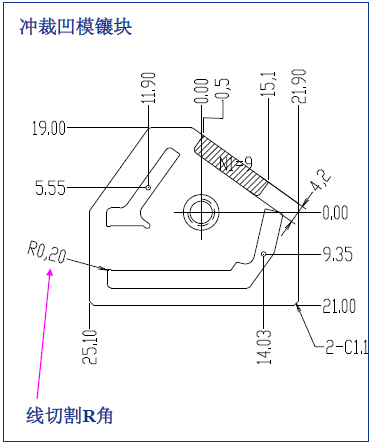
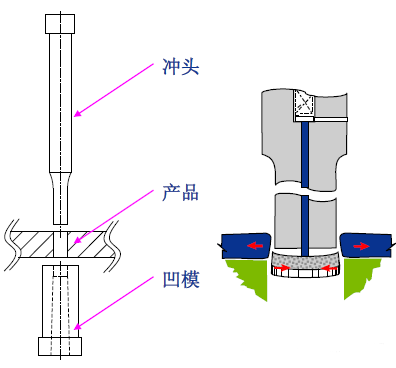
落料 stamping
作用 1.作为一般外形使用(要求较低);2.作为对接接头激光焊接装配使用(无毛刺、大的光亮带、小的断裂带间隙);3、作为软饰支架使用(要求卷边或者去毛刺)
注意:1、产品设计时应该使冲裁件各直线或曲线的连接处有适当的圆角.(否则凹模应力集中,容易损坏);2、考虑到模具线切割的加工工艺,冲裁零件或者落料零件的最小R角不要小于R0.2。
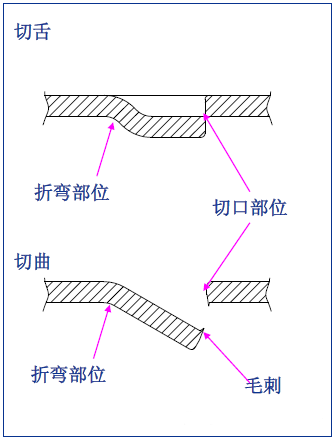
切舌、切曲 lancing
作用 1.作为卡扣使用;2.作为限位使用;3.节约工序,提高材料的利用率,将切边与折弯两道工艺合二为一。(缺点:毛刺方向无法改变,必须与冲头方向相反)
注意:要求切口部位与折弯部位距离足够大, 满足冲头强度。
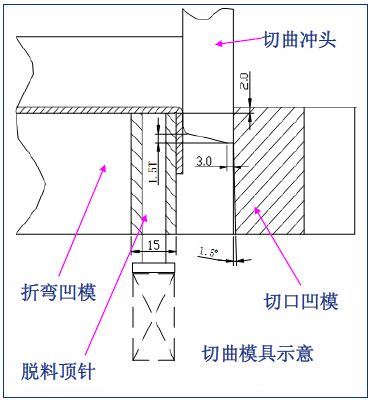
切舌、切曲 结构设计的注意点:
1)切曲时冲头的宽度要足够大,零件设计时保证切口部位和折弯部位的距离在5mm以上,否则冲头强度低,影响模具的寿命。
2)模具设计时刀口剪切部分要保证3mm左右的直边,以防止产生崩刀的现象。冲头两边要保证留有断差,从而保证先剪后弯。
与冲裁相关的产品设计注意点总结
1)产品设计时应该使冲裁件各直线或曲线的连接处有适当的圆角.(原因:1、普通线切割的最小R角为0.2,尖角不易保证。2、尖角处凹模应力集中,模具受力后容易损坏。)
2)产品设计时应该标明毛刺方向.毛刺对产品装配以及操作员工的安全都非常重要。(注意:是标注毛刺方向,不是冲压方向)
3)设计冲孔时,由于受到凸模强度的限制, 孔的 尺寸不宜太小(一般大于0.5T,尽量不要让孔的直径小于0.8T)
4)设计产品时,材料的抗拉强度应尽量小于630MPa,否则模具较难制造。(当产品的抗拉强度小于630MPa时,模具材料可选用普通的价格相对便宜的模具钢,如: Cr12、Cr12MoV、SKD11、 D2等。当产品的抗拉强度大于630MPa时,模具材料需选用特殊的、较贵的模具钢,如SKH-9)
5)当产品设计对冲裁断面有特殊要求时必须标明各断面部位可接受的最小值。
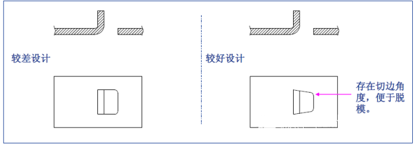
6)切曲时注意在产品上设计切边角度,以便于脱模,从而减少冲头的磨损。
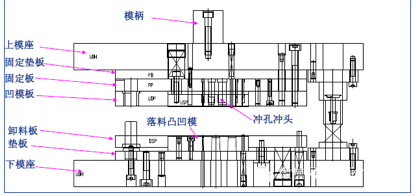
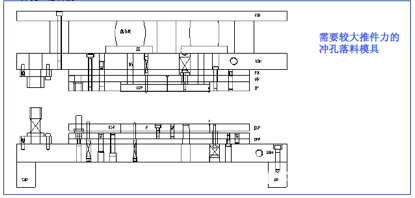
2、冲裁模具简介
1)冲孔、落料模
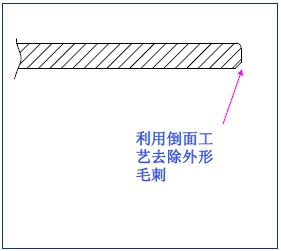
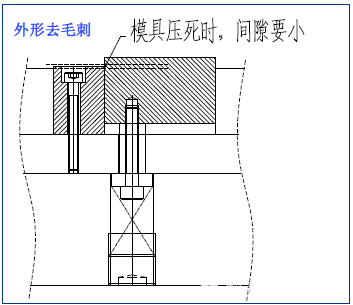
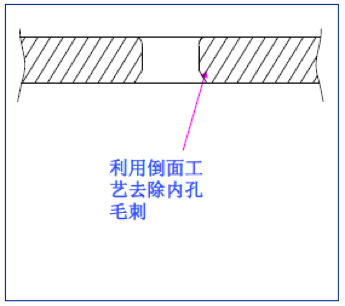
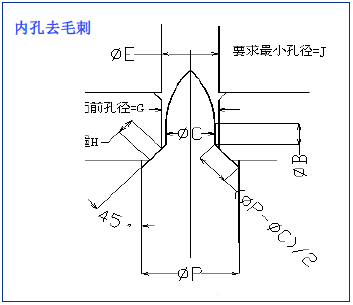
2)去毛刺模具
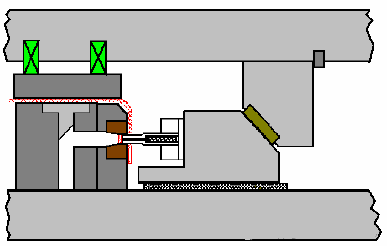
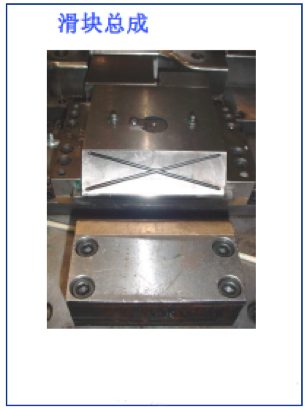
3)侧面冲孔模具
【相关链接】
冲压工艺与产品设计(1)
冲压工艺与产品设计(2)
冲压工艺与产品设计(3)
冲压工艺与产品设计(4)
冲压工艺与产品设计(5)
冲压工艺与产品设计(6)

