|
钢桶水性漆应用技术(4)-烘烤质量控制
文/王瑞波

兰州兴业金属金属容器有限公司 王瑞波
六、烘烤质量控制
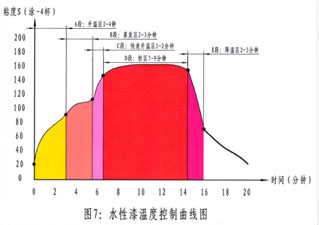
水性漆烘烤前需要有2—5分钟的流平时间,以保证漆膜有充足的流动、浸润、消泡时间,才能保证成膜后有色泽饱满、光亮平整。
水性漆烘烤工艺的温度与烘干时间,一般都从低温缓慢到高温,总的烘烤时间为15—18min左右,分为五个温区:从室温到90℃的升温时间为2~4min, 90~110℃的水汽挥发时间2—3min左右, 110~150℃再升温时间为1-2min,150~160℃固化恒温区7—9min,150~80℃降温区2~3min左右。图7:水性漆温度控制曲线图,为符合水性外涂条件完美温度控制曲线图。
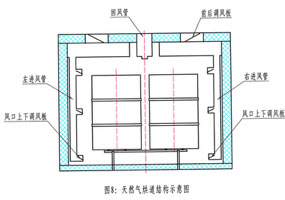
钢桶烘烤温度的均匀性要求非常重要,烘烤的温度波动度应≤土3℃(不得>4℃),恒温区时间内温度均匀性指标控制在≤士3℃(不得>士4℃)。要做到这个要求是有一定难度的,这对烘房设备提出了很高的要求。要求热风吹嘴不能直接吹在钢桶上、烘道各阶段、各部位应该有调节风量和调节风向系统(烘道上下、左右、前后都能够调整风量和风向)、烘道内壁板采用不锈钢材料。具体参见图8:天然气烘道结构示意图。
【相关链接】
钢桶水性漆应用技术(1)-水性漆概述及相关法规简介
钢桶水性漆应用技术(2)-钢桶水性漆涂装工艺标准要求
钢桶水性漆应用技术(3)-喷涂质量控制
钢桶水性漆应用技术(4)-烘烤质量控制
钢桶水性漆应用技术(5)-漆膜质量检测
钢桶水性漆应用技术(6)-三废治理
|

